樹脂の試作サービス
樹脂の試作ならお任せください
試作1個から量産まで、ワンストップ対応。エンジニアリングプラスチックから汎用樹脂まで、
製品開発に最適な試作方法をご提案します。
設計段階から量産立ち上げまで、スピーディかつ柔軟に対応いたします。
樹脂試作における課題を解決します
・試作品をすぐに評価したい
・金型費を抑えたい
・少量だけ作りたい
・量産を見据えた試作をしたい
こうした課題に対し、最適な加工方法・材料・工程をご提案します。
当社の樹脂試作サービスの特長
企画・設計から量産まで一貫対応
構想段階から設計支援を行い、試作・金型製作・量産までトータルでサポートします。
最適な加工方法を選定
製品形状・数量・用途に応じて、以下のような最適工法を組み合わせます。
・切削加工(CNC)
・真空注型
・射出成形(簡易金型・アルミ金型)
・3Dプリント
用途に応じた最適加工で、高品質な試作品を提供します。
小ロット・多品種に強い
1個から数百個まで柔軟に対応。設計変更にもスピーディに対応できる体制を整えています。
コスト削減と短納期を両立
簡易金型や独自工法により、従来より大幅なコストダウンとリードタイム短縮を実現します。
対応可能な樹脂材料
幅広い樹脂材料に対応しています。
・POM(ポリアセタール)
・PEEK
・PTFE(テフロン)
・ナイロン
・アクリル
・エポキシ
・ABS / PC / PP など
用途・機能・強度・耐熱性などに応じて最適な材料をご提案します。
ニッシリが樹脂の試作で用いる加工方法と製作実績
成形、加工品の形状や個数に応じて最適な加工方法をご提案します。
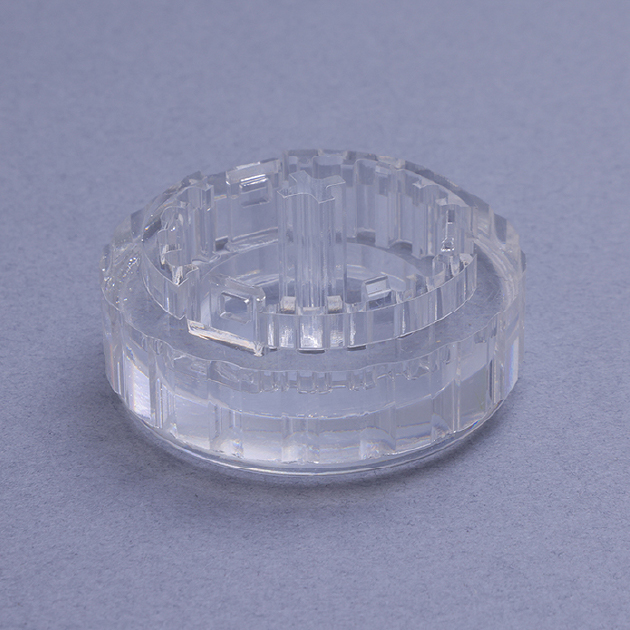
真空注型
真空注型(しんくうちゅうけい)とは、金属製の金型を作らずにシリコーンゴム製の型(シリコーン型)を用い、真空下で液状の樹脂を流し込んで成形する工法です。



材料はウレタンやエポキシなど、熱硬化性の液状樹脂やシリコーンゴムが使用できます。(シリコーンゴムの場合は型の材質がアクリルになります。)
切削加工
ニッシリの樹脂切削加工では、エンジニアリングプラスチックをはじめとする各種プラスチック樹脂(POM、PEEK、PTFE、エポキシ、ナイロン、アクリルなど)を精密に削り出し、目的の形状に加工します。
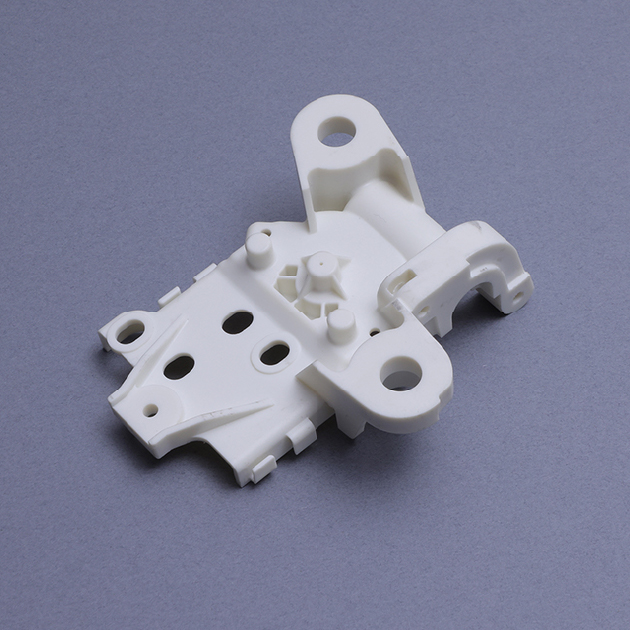
樹脂のブロック材から単純形状~複雑形状を削り出す工法です。100分台の高い寸法精度で、試作1個~量産数量の加工対応が可能です。分割・貼り合わせ等も柔軟に対応いたします。
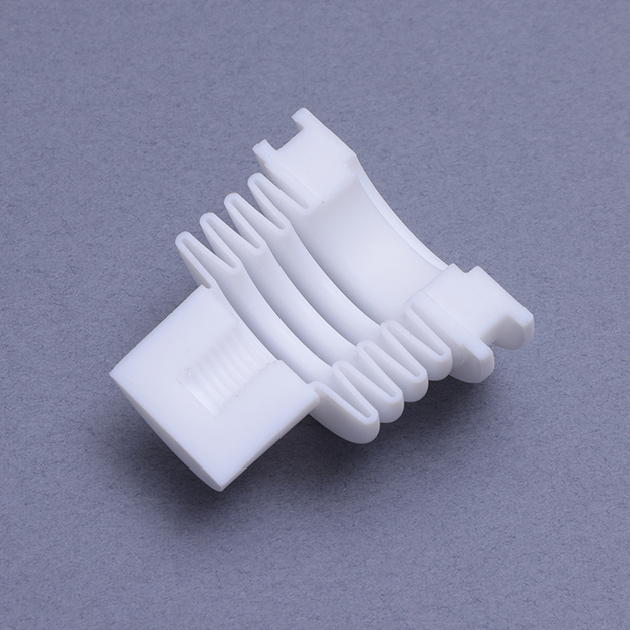
エポモールド
エポモールドは樹脂製の金型を使う射出成形です。金型の製作方法に最も特徴があり、真空注型と同じようにマスターからの反転型取りで金型を作ります。
反転型取りのメリットは金型設計やマシニング加工、型合わせの調整など、通常の金型製作の工程をスキップできることです。
このユニークな製法により5万円~という破格に安価な金型費を実現しています。

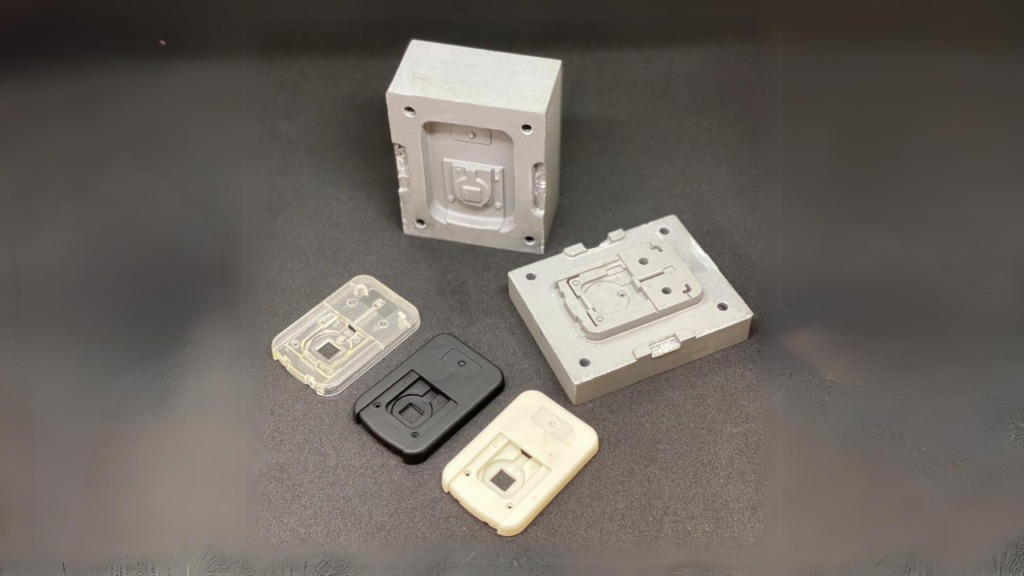
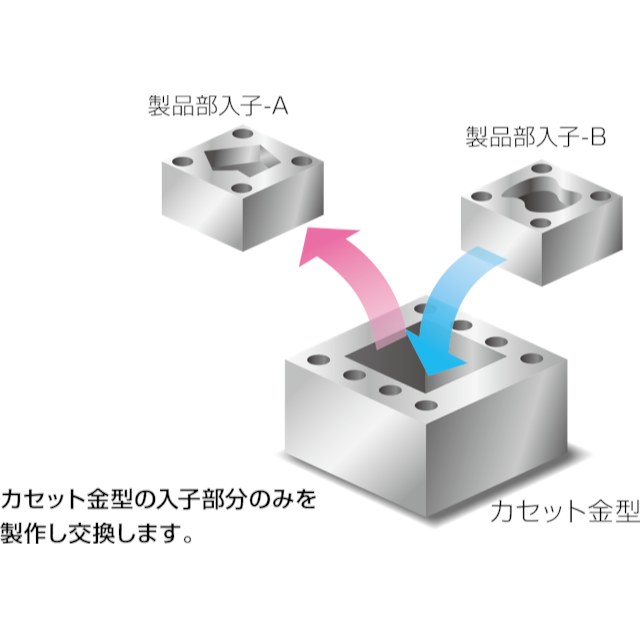
カセット金型(簡易金型)
カセット金型とは、射出成形用の金型の一種です。
金型のベース部分(モールドベース)を共用化し、製品と接する部分(入れ子)を取り替えて使用することが特徴です。モールドベースの製作を省略することで、低コスト・短納期を実現しています。


アルミ金型
アルミ金型(アルミニウム製の金型)は、試作や中量生産に広く用いられています。特に製品開発段階のプロトタイプ作成や、市場投入前のパイロット生産として活用されます。2000個程度の生産であれば、アルミ金型がコスト効率に優れる傾向があります。
ニッシリではアルミ金型を用い、樹脂の試作や中量生産を低コストでご提供しています。

ご依頼から納品までの流れ
1.お問い合わせ・図面ご提出
2.工法・材料のご提案
3.お見積り
4.試作製作
5.納品・評価
6.必要に応じて量産対応
まずはお気軽にご相談ください
図面がなくてもご相談可能です。構想段階からでもサポートいたします。
ニッシリの樹脂試作サービス
試作の企画・デザイン段階から設計支援を行い、試作・金型製作・少量生産・量産までトータルにコーディネートするワンストップサービスが当社の強みです。
特に多品種少量生産への対応に長けており、ニーズに応じて柔軟に少ロット品の製作を請け負っています。社内に試作モデル専門部門を持ち、顧客の開発期間短縮とコスト削減に貢献しています。
ニッシリはシリコーン一筋「70年」
シリコーンゴムと樹脂の試作~量産をサポートします。
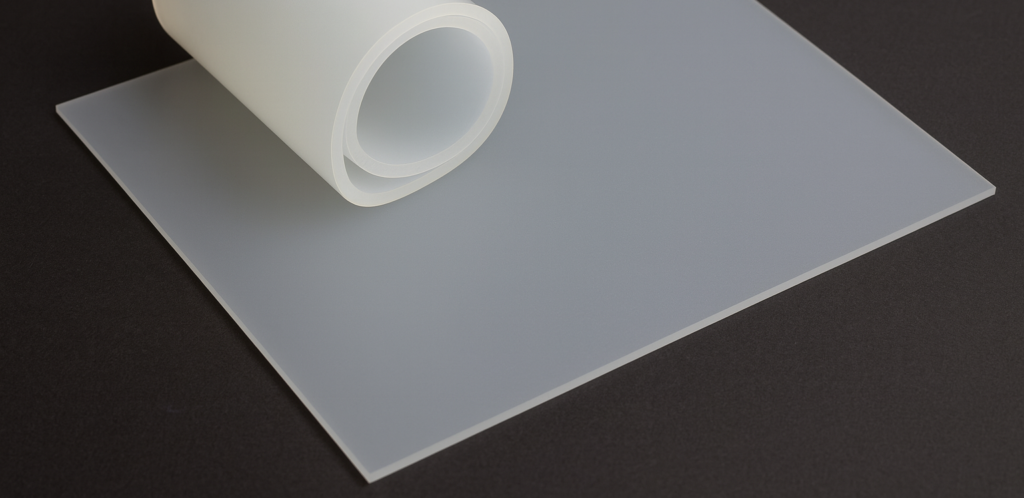
シリコーン製の放熱シート|製作例
ニッシリはシリコーン一筋「70年」
シリコーンゴムと樹脂の試作~大量生産をサポートします。
ニッシリではシリコーン製の放熱シートを自由なサイズでカットしてお納めいたします。
シリコーンゴムの基本特性
| 耐熱性 | 一般的なシリコーンゴムは約150~200℃の高温でも特性に大きな変化がなく、連続使用が可能です。特殊グレードでは短時間なら300℃以上にも耐える製品もあり、産業用途で求められる高温環境に十分対応できます。 |
| 耐寒性 | 低温下で硬化・脆化しにくく、一般に-50℃前後(特殊品で-60℃程度)まで柔軟性を保ちます。寒冷地や冷凍設備でもシール材として有効に機能し、極端な温度変化にも耐えられます。 |
| 柔軟性 | ゴム特有の高い弾性によって密着性が高く、接触面にしっかりフィットして隙間を塞ぎます。振動や衝撃にも追従できるため、パッキンとして安定したシール性能を発揮します。 |
| 耐候性 | 紫外線やオゾン、雨風の影響にも強く、屋外で長期間使用してもひび割れや劣化が生じにくい優れた耐候性を持ちます。このため屋外設備や過酷な環境下での使用にも適しています。 |
| 電気絶縁性 | 電気を通しにくい絶縁性の高さも特長です。耐熱性と組み合わせて、高温になる電気・電子部品の周辺でも安心して使えるシール材・緩衝材となり得ます。 |
シリコーン製の放熱シートの主な用途例
シリコーン製の放熱シートは、熱対策と絶縁性が求められるさまざまな分野で活用されています。以下に主な用途例を挙げます。
| 電子機器 | 電源ユニット、制御基板、LED照明、各種モジュールなど、発熱部品と金属筐体やヒートシンクの間に配置し、放熱補助材として使用できます。部品保護と熱対策の両立がしやすい用途です。 |
| 産業機器 | インバータ、電源装置、通信機器、制御盤内部など、発熱体を持つ装置内の熱伝導補助材として利用できます。機器の安定稼働や部品寿命の確保に寄与します。 |
| LED・照明分野 | LED基板や放熱部材との間に挟み込み、熱の伝達を補助する用途に適しています。薄型で柔軟性のあるシート形状は、限られたスペースにも対応しやすい点が特長です。 |
| 車載機器 | 車載制御機器、バッテリー周辺部品、照明部品、各種センサーモジュールなど、温度変化の大きい環境で熱対策が必要な箇所に適しています。シリコーンの耐熱性・耐寒性を活かしやすい分野です。 |
ニッシリのシリコーン放熱シートのカットサービス
ニッシリは使用条件や放熱設計、必要形状、数量などに応じて、最適な仕様・加工方法をご提案いたします。平板形状はもちろん、穴あけ、切り欠き、複雑形状への打ち抜きなどにも対応し、試作から量産まで一貫してサポートいたします。
信越化学工業の特約店として安定供給が可能
ニッシリは信越化学工業の特約店として、シリコーン材料や放熱シート用シート材を安定的かつスムーズに供給できる体制を整えています。用途や数量に応じた柔軟な対応が可能で、試作から量産まで安心してご相談いただけます。
ご要望に応じた自由なサイズカットに対応
放熱シートは使用箇所や部品形状に合わせて、自由なサイズ・形状にカット可能です。1枚ごとの寸法指定はもちろん、穴あけや複雑形状にも対応し、設計に最適な形でご提供いたします。
対応できる製造方法
| 製造方法 | 概要 |
| ブロッター加工 | 金型不要で、試作用や小ロットの放熱シート製作に適しています。 |
| 打ち抜き加工 | 金型を使ってシート材を押し切り、指定した形状にくり抜く加工方法です。 |
株式会社ニッシリは日本で唯一のシリコーン専門商社です。70年間で培った製品知識や加工技術を元に、お客様の加工のご要望に寄り添い、特注製品をご提供いたします。
いつでもお気軽にご相談ください。
シリコーン製の特注蓋(キャップ)|製作例
ニッシリはシリコーン一筋「70年」
シリコーンゴムと樹脂の試作~大量生産をサポートします。
ニッシリでは多様なシリコーン製の蓋(キャップ)を製作できます。

シリコーンゴムの基本特性
| 耐熱性 | 一般的なシリコーンゴムは約150~200℃の高温でも特性に大きな変化がなく、連続使用が可能です。特殊グレードでは短時間なら300℃以上にも耐える製品もあり、産業用途で求められる高温環境に十分対応できます。 |
| 耐寒性 | 低温下で硬化・脆化しにくく、一般に-50℃前後(特殊品で-60℃程度)まで柔軟性を保ちます。寒冷地や冷凍設備でもシール材として有効に機能し、極端な温度変化にも耐えられます。 |
| 柔軟性 | ゴム特有の高い弾性によって密着性が高く、接触面にしっかりフィットして隙間を塞ぎます。振動や衝撃にも追従できるため、パッキンとして安定したシール性能を発揮します。 |
| 耐候性 | 紫外線やオゾン、雨風の影響にも強く、屋外で長期間使用してもひび割れや劣化が生じにくい優れた耐候性を持ちます。このため屋外設備や過酷な環境下での使用にも適しています。 |
| 電気絶縁性 | 電気を通しにくい絶縁性の高さも特長です。耐熱性と組み合わせて、高温になる電気・電子部品の周辺でも安心して使えるシール材・緩衝材となり得ます。 |
シリコーン製の蓋(キャップ)の主な用途例
シリコーン製の蓋(キャップ)は、柔軟性・耐熱性・耐候性を活かして、さまざまな分野で利用されています。以下に主な用途例を挙げます。
| 食品機械 | 食品製造設備や容器の開口部保護、異物混入防止用のキャップ、洗浄時の仮止め用蓋などに利用できます。食品衛生対応グレードを選定することで、食品が触れる環境でも安心して使用しやすくなります。 |
| 電子機器 | コネクタ端子やセンサー部、配線接続部の保護キャップとして活用できます。防塵・防滴対策や絶縁用途に適しており、機器内部への異物侵入防止にも有効です。 |
| 工業機器 | 配管端部、ねじ部、差込口、保護すべき突起部のキャップとして利用されています。輸送時の保護、保管時の防塵、装置組立時の傷防止など、幅広い用途に対応できます。 |
| 医療・理化学分野 | 検査装置、分析機器、医療機器などの開口部保護や仮封止用キャップとして使用できます。オートクレーブ対応や衛生性が求められる用途でも、シリコーンの安定した特性が活かせます。 |
ニッシリのシリコーン製 蓋(キャップ)製造(特注の受託製造)
ニッシリは形状や数量、使用環境など、お客様のご要望に応じて最適な製造方法からご提案いたします。単純な被せキャップ形状から、リブ付き・つまみ付き・抜け止め付き・薄肉形状まで、用途に応じた特注対応が可能です。
対応できる製造方法
| 製造方法 | 概要 |
| コンプレッション成形 | 比較的シンプルな形状のキャップや蓋に適しており、小ロットからの対応もしやすい製法です。 |
| LIM成形 | 液状シリコーンを用いた成形で、寸法安定性が求められる量産品に適しています。 |
| カセット金型(簡易金型) | 初期費用を抑えながら試作や小~中ロット生産に対応しやすい方法です。 |
| アルミ金型 | 量産を見据えつつ、型費を抑えたい場合に有効です。 |
| ブロッター加工 | シリコーン/ゴム/樹脂フィルムなどのシート材を刃で切り抜くデジタル加工。金型不要。 |
| ウォータージェット加工 | 高圧水(必要に応じて研磨材)で切断。熱影響やバリが少ない。 |
株式会社ニッシリは日本で唯一のシリコーン専門商社です。70年間で培った製品知識や加工技術を元に、お客様の加工のご要望に寄り添い、特注製品をご提供いたします。
いつでもお気軽にご相談ください。
樹脂の切削加工
樹脂の切削加工
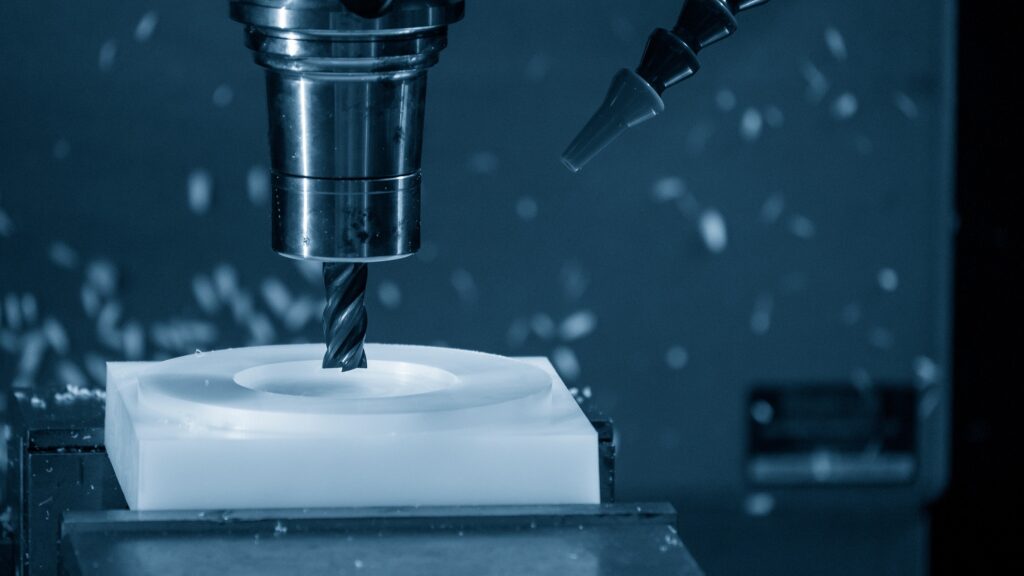
ニッシリの樹脂切削加工では、エンジニアリングプラスチックをはじめとする各種プラスチック樹脂(POM、PEEK、PTFE、エポキシ、ナイロン、アクリルなど)を精密に削り出し、目的の形状に加工します。金属加工と同様にCNC工作機械によるフライス盤や旋盤を用い、ブロック状や棒状の素材から不要部分を削り出して高精度な部品を製作します。
特徴
金型不要で初期コストが低い
射出成形用の金型が不要なため、初期投資を抑えられます。一品モノから加工できるため、試作段階でのリードタイム短縮とコスト削減が可能です。
試作から小ロット生産まで柔軟に対応
1個から数百個程度の少量生産に最適で、製品設計の変更にも即座に対応できます。試作品を作って評価し、不具合があれば設計を修正して再加工するといった反復的な開発プロセスにも柔軟に対応します。
高い加工精度と仕上がり
樹脂の切削加工は寸法精度が非常に高いことも大きな特長です。射出成形などと比べても、仕上がり寸法の精度を高くすることが可能で、適切な条件下では数十ミクロン(0.01mm台)単位の精密加工も実現できる場合があります。
製作実績
樹脂のブロック材から単純形状~複雑形状を削り出す工法です。100分台の高い寸法精度で、試作1個~量産数量の加工対応が可能です。分割・貼り合わせ等も柔軟に対応いたします。
ご活用いただいているケース
新製品開発の機能試作
設計検証段階で、実際の強度や嵌合精度を評価したい場合に活用されています。外装ケースの組立性確認、ギアの噛み合わせ検証、ブラケットの取付け確認など、実機に近い状態で評価できるため、量産前の設計最適化に有効です。
設計変更を繰り返す開発フェーズ
試作→評価→設計変更→再試作のサイクルを短期間で回す必要がある開発プロセスに最適です。金型を起こさずに形状変更できるため、何度でも設計を改善できます。
特殊材料・高機能樹脂での部品製作
PEEK(耐熱性250℃超)、PEI(難燃性)、PTFE(超低摩擦)など、特殊な性能が要求される用途では、射出成形が困難な材料も切削加工なら対応可能です。
主な用途
機能試作・評価用部品
自動車部品、産業機械部品、家電製品など、あらゆる製品開発の試作段階で活用されています。外装カバー、内部メカ部品、取付けブラケット、配管継手、ギア、カムなど、製品を構成する樹脂パーツを実材料で試作し、設計検証に使用します。
他の加工方法との比較と使い分け
射出成形との比較
射出成形は、樹脂ペレットを加熱溶融し金型に射出して製品形状を一度に成形する方法です。最大のメリットは大量生産における効率の良さで、1つ金型を用意すれば同じ部品を何千何万個と短時間で製造でき、量産時の一個当たりコストは低く抑えられます。
しかし金型のコストと納期があるため、「大量生産には射出成形、少量多品種や試作には切削加工」と使い分けられることが多いです。実際、量産段階では射出成形が主流ですが、切削加工はその前段階の試作や、量産できない特殊材料部品の製作などで補完的な役割を果たしています。
3Dプリンターとの比較
3Dプリンター造形における、切削加工との大きな違いは、工具の制約がないことによる形状自由度の高さがあります。一層ずつ積み上げて形状を作るため、中空構造や入り組んだ内部形状、さらには一体化した可動構造などを直接造形できます。
一方で、積層造形では材料を層ごとに付着・硬化させていくため、精度と強度面の課題があります。そのため、3Dプリントは主にコンセプトモデルや外観確認用試作に適し、切削加工は機能検証用試作に適するという住み分けがなされています。
豆知識
CNC加工
「Computer Numerical Control」の略で、コンピュータ数値制御による工作機械加工を指します。事前に作成したNCプログラムに基づき、工具の動きや主軸の回転をコンピュータが自動制御します。
切削条件
作機械で切削加工を行う際に設定する加工パラメータのことです。主な切削条件には、刃物が材料を削る速度(切削速度)、1回転あたり・または1往復あたりの送り量(送り速度)、刃物をどれだけ食い込ませるかの深さ(切込み量)などがあります。
チャッキング
工作物(ワーク)を機械に固定すること、またはその作業自体を指します。しっかり固定しつつ加工位置を正確に決めることが重要で、このチャッキング(把握・位置決め)の善し悪しが加工精度に直結します。
バリ処理(バリとり)
樹脂切削品の場合、ナイフやヤスリで手作業で削ぎ落とすほか、リューターや面取りカッターで面取り加工してバリごと削り落とす方法、研磨機にかけて一括で落とす方法などがあります。
ニッシリはシリコーン一筋「70年」
シリコーンゴムと樹脂の試作~量産をサポートします。
シリコーンゴムチューブ(オーダー品)|製作例
ニッシリはシリコーン一筋「70年」
シリコーンゴムと樹脂の試作~大量生産をサポートします。
ニッシリでは多様なシリコーンゴムチューブを取り扱いしています。

製品名
シリコーンゴムチューブ(長さ・内径・外径サイズ指定可)
シリコーンゴムチューブとは
シリコーンゴムチューブとは、シリコーンゴムを素材とした柔軟性の高いチューブです。耐熱性・耐寒性・耐候性に優れており、高温環境や屋外でも安定した性能を発揮します。また、食品衛生性や電気絶縁性にも優れているため、医療・食品・工業分野など幅広い用途で使用されています。用途に応じて、内径・長さ・カラーなどを特注対応できる点も特長です。
特徴・概要
・当社のシリコーンゴムチューブは、豊富な内径・外径ラインナップから選択でき、必要に応じて指定寸法の長さカット対応が可能です。
・優れた耐熱性・耐寒性・柔軟性を備え、食品機器、医療機器、工業配管など多様な用途で信頼性の高い素材です。
・食品衛生法やFDA基準にも適合したグレードがあり、液体や気体の安全な輸送チューブとして安心してご使用いただけます。
シリコーンゴムの材質の強み
・シリコーンゴムは、有機ゴムに比べて耐熱性・耐寒性が非常に高く、高温・低温どちらの環境でも安定した弾性を維持できます。
・耐候性、化学的安定性、難燃性、電気絶縁性も高く、幅広い環境で安心してご使用いただけます。
・無味・無臭・無毒性のため食品や医療分野にも適しています。
用途例
・食品・飲料ディスペンサーの配管チューブ
・医療機器(輸液ライン、カテーテルなど)
・工業機器の液体・薬品ライン
・真空ポンプ・加熱装置まわりの配管
バリエーション
・内径 0.5 mm 〜 30 mm まで多サイズ展開(外径・肉厚調整可能)
・長さ1m単位から切り売り対応/ロール巻き(10m・30m・100m)も選択可能
・食品衛生対応グレード(透明)/医療グレード(プラチナ加硫)あり
・着色(赤・青・黒など)指定対応対応可
日本唯一のシリコーン専門商社「ニッシリ」
株式会社ニッシリは日本で唯一のシリコーン専門商社です。70年間で培った製品知識や加工技術を元に、お客様の加工のご要望に寄り添い、特注製品をご提供いたします。
いつでもお気軽にご相談ください。
シリコーンゴムシート(オーダー品)|製作例
ニッシリはシリコーン一筋「70年」
シリコーンゴムと樹脂の試作~大量生産をサポートします。
ニッシリでは多様なシリコーンゴムシートを取り扱いしています。
製品名
シリコーンゴムシート(カット対応 / 厚さ・サイズ指定可)
シリコーンゴムシートとは
シリコーンゴムシートとは、シリコーンゴムをシート状に加工した材料です。耐熱性・耐寒性・耐候性に優れており、高温環境や屋外でも安定した性能を維持できます。また、柔軟性や電気絶縁性にも優れているため、パッキン・ガスケット・絶縁材など幅広い用途で使用されています。厚みや硬度、サイズなどを用途に応じて選定・加工できる点も特長です。
特徴・概要
・当社のシリコーンゴムシートは、任意のサイズにカット対応可能で、用途に応じた調整が可能です。
・緩衝材・クッション材としての利用に最適で、手軽にカッターで切って加工できます。
・裏面への両面テープ貼付が可能で、施工性に優れています。
・最大サイズは 1000 mm × 2000 mm。複数枚への分割カット、量産にも対応可能です。
シリコーンゴムの材質の強み
・シリコーンゴムは、有機ゴムに比べて耐熱性・耐寒性が非常に高く、高温・低温どちらの環境でも安定した弾性を維持できます。
・耐候性、化学的安定性、難燃性、電気絶縁性も高く、幅広い環境で安心してご使用いただけます。
・柔軟性と適度な弾力性を備え、クッション性や密封性が必要な用途に向いています。
用途例
・機械・設備の緩衝材、クッション材
・パッキン、ガスケット材
・防振・防音材、ダンパー材
・各種機器のパッキング、シール材
バリエーション
・厚さ・サイズ・硬度(硬さ)を用途に応じてオーダー可能
・カットのみの「シート販売」対応
・必要に応じて「裏面両面テープ付き」や「高引き裂き性能付き」シリコーンも選択可能
日本唯一のシリコーン専門商社「ニッシリ」
株式会社ニッシリは日本で唯一のシリコーン専門商社です。70年間で培った製品知識や加工技術を元に、お客様の加工のご要望に寄り添い、特注製品をご提供いたします。
いつでもお気軽にご相談ください。
シリコーン製の食品型|製作例
ニッシリはシリコーン一筋「70年」
シリコーンゴムと樹脂の試作~大量生産をサポートします。
ニッシリでは多様なシリコーン製の食品型を製作できます。

シリコーン製の食品型とは
シリコーン製の食品型とは、食品の成形や加工に使用されるシリコーンゴム製の型です。柔軟性が高く、型離れしやすいため、菓子・製パン・冷菓などさまざまな食品製造に利用されています。耐熱性・耐寒性に優れており、オーブンや冷凍環境でも使用可能です。また、食品衛生性にも優れているため、安全性が求められる食品業界で幅広く採用されています。
シリコーンゴムの基本特性
| 耐熱性 | 一般的なシリコーンゴムは約150~200℃の高温でも特性に大きな変化がなく、連続使用が可能です。特殊グレードでは短時間なら300℃以上にも耐える製品もあり、産業用途で求められる高温環境に十分対応できます。 |
| 耐寒性 | 低温下で硬化・脆化しにくく、一般に-50℃前後(特殊品で-60℃程度)まで柔軟性を保ちます。寒冷地や冷凍設備でもシール材として有効に機能し、極端な温度変化にも耐えられます。 |
| 柔軟性 | ゴム特有の高い弾性によって密着性が高く、接触面にしっかりフィットして隙間を塞ぎます。振動や衝撃にも追従できるため、パッキンとして安定したシール性能を発揮します。 |
| 耐候性 | 紫外線やオゾン、雨風の影響にも強く、屋外で長期間使用してもひび割れや劣化が生じにくい優れた耐候性を持ちます。このため屋外設備や過酷な環境下での使用にも適しています。 |
| 電気絶縁性 | 電気を通しにくい絶縁性の高さも特長です。耐熱性と組み合わせて、高温になる電気・電子部品の周辺でも安心して使えるシール材・緩衝材となり得ます。 |
シリコーン製の食品型の主な用途例
シリコーンゴム製の食品型は、その特性を活かし様々な食品で利用されています。以下に主な用途例を挙げます。
| 焼き菓子型 | マフィン、カップケーキ、パウンドケーキ、マドレーヌなどの焼成に使用。耐熱性に優れ、-40℃から230℃程度まで対応可能。型離れが良く、洗浄も簡単で繰り返し使用できます。オーブンでの使用に最適です。 |
| チョコレート型 | トリュフ、ボンボンショコラ、板チョコレートなどの成型に利用。細かいデザインも再現でき、冷蔵・冷凍庫でも柔軟性を保つため、型から取り出しやすいのが特徴です。キャラクターやハート型など多様なデザインがあります。 |
| 冷菓子型 | ゼリー、プリン、ムース、パンナコッタなどの冷やし固めるデザートに使用。柔軟性があるため型から取り出す際に崩れにくく、美しい仕上がりが得られます。冷凍庫でも使用可能で、アイスクリームケーキなどにも対応します。 |
| アイス型 | アイスキャンディー、アイスバー、アイスキューブの製作に使用。冷凍庫の低温環境下でも硬化せず、柔軟性を保つため簡単に取り出せます。果汁100%のアイスバーや離乳食の小分け冷凍にも便利です。 |
ニッシリのシリコーン食品型製造(特注の受託製造)
ニッシリは形状や数量など、お客様のご要望に応じて、最適な製造方法からご提案いたします。ニッシリでは多様な製造方法に対応しています。
特長
・CADデータがなくても製作可能
ラフスケッチや写真からでも形状を起こし、試作~量産まで対応します。図面が揃っていない初期段階でもお気軽にご相談いただけます。
・食品への異物混入防止のための着色対応が可能
型そのものへ着色することで、欠け・破片の視認性を向上。食品製造現場での異物混入リスクを低減し、安全性向上に寄与します。
対応できる製造方法
| 製造方法 | 概要 |
| コンプレッション成形 | 加熱した金型に材料を置き、型を閉じて圧縮・加熱硬化(主にゴム・熱硬化性樹脂)。 |
| LIM成形 | 2液の液状シリコーン(LSR)を混合・射出・加硫。自動化しやすく寸法安定。 |
| カセット金型(簡易金型) | 共用のベースに入れ替えコア/キャビをカセット化。型費とリードタイムを削減。 |
| アルミ金型 | 鉄ではなくアルミで作る射出成形金型。型費を抑えられる。 |
| 真空注型 | マスターからシリコーン型を作り、減圧下で注型樹脂を流して複製する方法。 |
| 切削加工 | 樹脂ブロックやプレートをCNCで削り出し。金型不要で高精度。 |
| ブロッター加工 | シリコーン/ゴム/樹脂フィルムなどのシート材を刃で切り抜くデジタル加工。金型不要。 |
| ウォータージェット加工 | 高圧水(必要に応じて研磨材)で切断。熱影響やバリが少ない。 |
株式会社ニッシリは日本で唯一のシリコーン専門商社です。70年間で培った製品知識や加工技術を元に、お客様の加工のご要望に寄り添い、特注製品をご提供いたします。
いつでもお気軽にご相談ください。
シリコーン製のカバー(特注)|製作例
ニッシリはシリコーン一筋「70年」
シリコーンゴムとプラスチックの試作~量産をサポートします。
ニッシリでは多様なシリコーン製の特注カバーを製作できます。
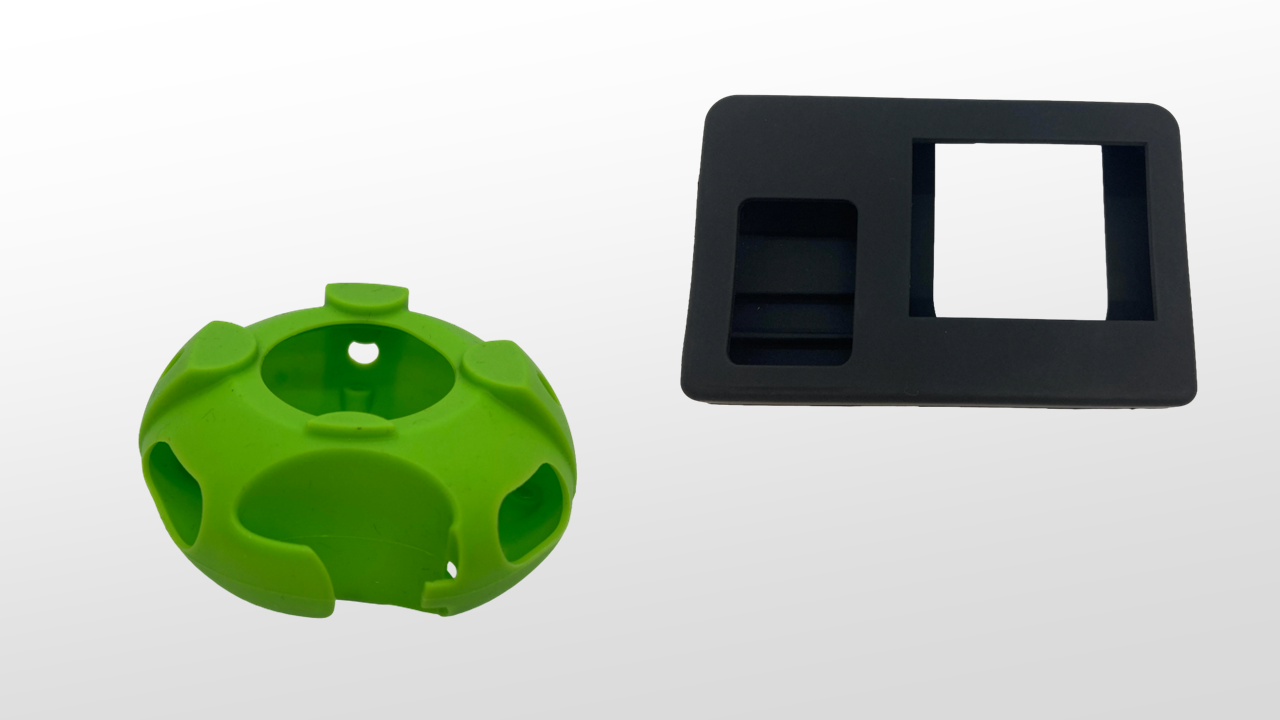
シリコーン製のカバー(特注)とは
シリコーン製のカバーとは、シリコーンゴムを用いて製作する保護用・絶縁用のカバー部品です。柔軟性と耐久性に優れ、機械部品や電子機器の保護、防塵、防水対策など幅広い用途に活用されています。耐熱性・耐候性にも優れているため、過酷な環境下でも使用可能です。形状やサイズ、色などを用途に合わせて特注製作できる点も大きな特長です。
シリコーンゴムの基本特性
| 耐熱性 | 一般的なシリコーンゴムは約150~200℃の高温でも特性に大きな変化がなく、連続使用が可能です。特殊グレードでは短時間なら300℃以上にも耐える製品もあり、産業用途で求められる高温環境に十分対応できます。 |
| 耐寒性 | 低温下で硬化・脆化しにくく、一般に-50℃前後(特殊品で-60℃程度)まで柔軟性を保ちます。寒冷地や冷凍設備でもシール材として有効に機能し、極端な温度変化にも耐えられます。 |
| 柔軟性 | ゴム特有の高い弾性によって密着性が高く、接触面にしっかりフィットして隙間を塞ぎます。振動や衝撃にも追従できるため、パッキンとして安定したシール性能を発揮します。 |
| 耐候性 | 紫外線やオゾン、雨風の影響にも強く、屋外で長期間使用してもひび割れや劣化が生じにくい優れた耐候性を持ちます。このため屋外設備や過酷な環境下での使用にも適しています。 |
| 電気絶縁性 | 電気を通しにくい絶縁性の高さも特長です。耐熱性と組み合わせて、高温になる電気・電子部品の周辺でも安心して使えるシール材・緩衝材となり得ます。 |
シリコーン製のカバー(特注)の主な用途例
シリコーンゴム製の特注カバーは、その特性を活かし様々な分野で利用されています。以下に主な用途例を挙げます。
| 食品機械 | 食品と直接接触するガスケットやパッキンに適しています。高温のスチーム洗浄や殺菌工程に耐え、食品衛生法適合のシリコーン素材なら衛生面でも安心です。実際に食品製造ラインの配管継手(ヘルール)ガスケットに採用されており、弾性によるシール性向上や色付きシリコーンによる異物混入対策につなげた事例があります。 |
| 電子機器 | 発熱する電子部品や電源装置のシール材、防塵・防滴パッキンとして利用されています。シリコーンの絶縁性と耐熱性により、コネクタのシールや照明器具・配電盤のパッキンなどに最適です。高温多湿な環境や屋外でも安定した性能を保つため、電気・電子部品の絶縁材兼シーリング材として重宝されています。 |
| 自動車 | エンジンルームの高温部品や排気系統のガスケット、ヘッドライトの防水シールなどに使われます。シリコーンゴムは200℃を超える過酷な温度環境でも物性を維持できるため、自動車エンジン周辺のシール材として採用された例があります。また耐候性も高いため、車両の外装部品(ドアシール等)に用いても経年劣化しにくい利点があります。 |
| 医療機器 | オートクレーブ(高温高圧滅菌)対応が必要な医療装置のパッキンや、人工呼吸器・点滴ポンプ・透析装置などのOリングに広く使用されています。シリコーンゴムは極めて安定した素材で、高温・低温いずれの環境下でも機能を維持でき、生体適合性も高いため医療現場でも安心して使うことができます。 |
| 産業用機械 | 工業炉やポンプ、化学プラントの配管シール、建設機械の防塵パッキンなど、産業設備の過酷な条件下でも信頼性を発揮します。耐熱・耐候性に優れるシリコーンゴム製パッキンは、高温高圧下で稼働する装置や屋外機器において長期的に安定したシール性能を提供します(実際、航空機や鉄道車両の部品、ドアのシール材などにも用いられています)。 |
ニッシリのシリコーンカバー製造(特注の受託製造)
ニッシリは形状や数量など、お客様のご要望に応じて、最適な製造方法からご提案いたします。ニッシリでは多様な製造方法に対応しています。
対応できる製造方法
| 製造方法 | 概要 |
| コンプレッション成形 | 加熱した金型に材料を置き、型を閉じて圧縮・加熱硬化(主にゴム・熱硬化性樹脂)。 |
| LIM成形 | 2液の液状シリコーン(LSR)を混合・射出・加硫。自動化しやすく寸法安定。 |
| カセット金型(簡易金型) | 共用のベースに入れ替えコア/キャビをカセット化。型費とリードタイムを削減。 |
| アルミ金型 | 鉄ではなくアルミで作る射出成形金型。型費を抑えられる。 |
| 真空注型 | マスターからシリコーン型を作り、減圧下で注型樹脂を流して複製する方法。 |
| 切削加工 | 樹脂ブロックやプレートをCNCで削り出し。金型不要で高精度。 |
| ブロッター加工 | シリコーン/ゴム/樹脂フィルムなどのシート材を刃で切り抜くデジタル加工。金型不要。 |
| ウォータージェット加工 | 高圧水(必要に応じて研磨材)で切断。熱影響やバリが少ない。 |
株式会社ニッシリは日本で唯一のシリコーン専門商社です。70年間で培った製品知識や加工技術を元に、お客様の加工のご要望に寄り添い、特注製品をご提供いたします。
いつでもお気軽にご相談ください。
シリコーン製のOリング|製作例
ニッシリはシリコーン一筋「70年」
シリコーンゴムとプラスチックの試作~量産をサポートします。
ニッシリでは多様なシリコーン製のOリングを製作できます。

シリコーン製のOリングとは
シリコーン製のOリングとは、シリコーンゴムで作られたリング状のシール部品です。機器の接合部に使用することで、液体や気体の漏れを防止します。耐熱性・耐寒性・耐候性に優れており、幅広い温度環境で安定した性能を発揮できる点が特長です。また、食品・医療分野でも使用されるほど安全性が高く、各種産業機器や精密機器など多様な用途に対応しています。
シリコーンゴムの基本特性
| 耐熱性 | 一般的なシリコーンゴムは約150~200℃の高温でも特性に大きな変化がなく、連続使用が可能です。特殊グレードでは短時間なら300℃以上にも耐える製品もあり、産業用途で求められる高温環境に十分対応できます。 |
| 耐寒性 | 低温下で硬化・脆化しにくく、一般に-50℃前後(特殊品で-60℃程度)まで柔軟性を保ちます。寒冷地や冷凍設備でもシール材として有効に機能し、極端な温度変化にも耐えられます。 |
| 柔軟性 | ゴム特有の高い弾性によって密着性が高く、接触面にしっかりフィットして隙間を塞ぎます。振動や衝撃にも追従できるため、パッキンとして安定したシール性能を発揮します。 |
| 耐候性 | 紫外線やオゾン、雨風の影響にも強く、屋外で長期間使用してもひび割れや劣化が生じにくい優れた耐候性を持ちます。このため屋外設備や過酷な環境下での使用にも適しています。 |
| 電気絶縁性 | 電気を通しにくい絶縁性の高さも特長です。耐熱性と組み合わせて、高温になる電気・電子部品の周辺でも安心して使えるシール材・緩衝材となり得ます。 |
Oリングの主な用途例
シリコーンゴム製のOリングは、その特性を活かし様々な分野で利用されています。以下に主な用途例を挙げます。
| 食品機械 | 食品と直接接触するガスケットやパッキンに適しています。高温のスチーム洗浄や殺菌工程に耐え、食品衛生法適合のシリコーン素材なら衛生面でも安心です。実際に食品製造ラインの配管継手(ヘルール)ガスケットに採用されており、弾性によるシール性向上や色付きシリコーンによる異物混入対策につなげた事例があります。 |
| 電子機器 | 発熱する電子部品や電源装置のシール材、防塵・防滴パッキンとして利用されています。シリコーンの絶縁性と耐熱性により、コネクタのシールや照明器具・配電盤のパッキンなどに最適です。高温多湿な環境や屋外でも安定した性能を保つため、電気・電子部品の絶縁材兼シーリング材として重宝されています。 |
| 自動車 | エンジンルームの高温部品や排気系統のガスケット、ヘッドライトの防水シールなどに使われます。シリコーンゴムは200℃を超える過酷な温度環境でも物性を維持できるため、自動車エンジン周辺のシール材として採用された例があります。また耐候性も高いため、車両の外装部品(ドアシール等)に用いても経年劣化しにくい利点があります。 |
| 医療機器 | オートクレーブ(高温高圧滅菌)対応が必要な医療装置のパッキンや、人工呼吸器・点滴ポンプ・透析装置などのOリングに広く使用されています。シリコーンゴムは極めて安定した素材で、高温・低温いずれの環境下でも機能を維持でき、生体適合性も高いため医療現場でも安心して使うことができます。 |
| 産業用機械 | 工業炉やポンプ、化学プラントの配管シール、建設機械の防塵パッキンなど、産業設備の過酷な条件下でも信頼性を発揮します。耐熱・耐候性に優れるシリコーンゴム製パッキンは、高温高圧下で稼働する装置や屋外機器において長期的に安定したシール性能を提供します(実際、航空機や鉄道車両の部品、ドアのシール材などにも用いられています)。 |
ニッシリのOリング製造(特注の受託製造)
ニッシリは形状や数量など、お客様のご要望に応じて、最適な製造方法からご提案いたします。ニッシリでは多様な製造方法に対応しています。
対応できる製造方法
| 製造方法 | 概要 |
| コンプレッション成形 | 加熱した金型に材料を置き、型を閉じて圧縮・加熱硬化(主にゴム・熱硬化性樹脂)。 |
| LIM成形 | 2液の液状シリコーン(LSR)を混合・射出・加硫。自動化しやすく寸法安定。 |
| カセット金型(簡易金型) | 共用のベースに入れ替えコア/キャビをカセット化。型費とリードタイムを削減。 |
| アルミ金型 | 鉄ではなくアルミで作る射出成形金型。型費を抑えられる。 |
| 真空注型 | マスターからシリコーン型を作り、減圧下で注型樹脂を流して複製する方法。 |
| 切削加工 | 樹脂ブロックやプレートをCNCで削り出し。金型不要で高精度。 |
| ブロッター加工 | シリコーン/ゴム/樹脂フィルムなどのシート材を刃で切り抜くデジタル加工。金型不要。 |
| ウォータージェット加工 | 高圧水(必要に応じて研磨材)で切断。熱影響やバリが少ない。 |
株式会社ニッシリは日本で唯一のシリコーン専門商社です。70年間で培った製品知識や加工技術を元に、お客様の加工のご要望に寄り添い、特注製品をご提供いたします。
いつでもお気軽にご相談ください。
シリコーン製の防水パッキン|製作例
ニッシリはシリコーン一筋「70年」
シリコーンゴムとプラスチックの試作~量産をサポートします。
ニッシリでは多様なシリコーン製の防水パッキンを製作できます。

シリコーン製の防水パッキンとは
シリコーン製の防水パッキンとは、水や湿気の侵入を防ぐために使用されるシリコーンゴム製のシール部品です。優れた柔軟性と密閉性を持ち、機器や筐体の隙間をしっかり保護します。耐熱性・耐寒性・耐候性にも優れているため、屋外設備や電子機器、自動車関連など幅広い分野で活用されています。用途に応じた形状や寸法での特注製作にも対応可能です。
シリコーンゴムの基本特性
| 耐熱性 | 一般的なシリコーンゴムは約150~200℃の高温でも特性に大きな変化がなく、連続使用が可能です。特殊グレードでは短時間なら300℃以上にも耐える製品もあり、産業用途で求められる高温環境に十分対応できます。 |
| 耐寒性 | 低温下で硬化・脆化しにくく、一般に-50℃前後(特殊品で-60℃程度)まで柔軟性を保ちます。寒冷地や冷凍設備でもシール材として有効に機能し、極端な温度変化にも耐えられます。 |
| 柔軟性 | ゴム特有の高い弾性によって密着性が高く、接触面にしっかりフィットして隙間を塞ぎます。振動や衝撃にも追従できるため、パッキンとして安定したシール性能を発揮します。 |
| 耐候性 | 紫外線やオゾン、雨風の影響にも強く、屋外で長期間使用してもひび割れや劣化が生じにくい優れた耐候性を持ちます。このため屋外設備や過酷な環境下での使用にも適しています。 |
| 電気絶縁性 | 電気を通しにくい絶縁性の高さも特長です。耐熱性と組み合わせて、高温になる電気・電子部品の周辺でも安心して使えるシール材・緩衝材となり得ます。 |
防水パッキンの主な用途例
シリコーンゴム製の防水パッキンは、その特性を活かし様々な分野で利用されています。以下に主な用途例を挙げます。
| 食品機械 | 食品と直接接触するガスケットやパッキンに適しています。高温のスチーム洗浄や殺菌工程に耐え、食品衛生法適合のシリコーン素材なら衛生面でも安心です。実際に食品製造ラインの配管継手(ヘルール)ガスケットに採用されており、弾性によるシール性向上や色付きシリコーンによる異物混入対策につなげた事例があります。 |
| 電子機器 | 発熱する電子部品や電源装置のシール材、防塵・防滴パッキンとして利用されています。シリコーンの絶縁性と耐熱性により、コネクタのシールや照明器具・配電盤のパッキンなどに最適です。高温多湿な環境や屋外でも安定した性能を保つため、電気・電子部品の絶縁材兼シーリング材として重宝されています。 |
| 自動車 | エンジンルームの高温部品や排気系統のガスケット、ヘッドライトの防水シールなどに使われます。シリコーンゴムは200℃を超える過酷な温度環境でも物性を維持できるため、自動車エンジン周辺のシール材として採用された例があります。また耐候性も高いため、車両の外装部品(ドアシール等)に用いても経年劣化しにくい利点があります。 |
| 医療機器 | オートクレーブ(高温高圧滅菌)対応が必要な医療装置のパッキンや、人工呼吸器・点滴ポンプ・透析装置などのOリングに広く使用されています。シリコーンゴムは極めて安定した素材で、高温・低温いずれの環境下でも機能を維持でき、生体適合性も高いため医療現場でも安心して使うことができます。 |
| 産業用機械 | 工業炉やポンプ、化学プラントの配管シール、建設機械の防塵パッキンなど、産業設備の過酷な条件下でも信頼性を発揮します。耐熱・耐候性に優れるシリコーンゴム製パッキンは、高温高圧下で稼働する装置や屋外機器において長期的に安定したシール性能を提供します(実際、航空機や鉄道車両の部品、ドアのシール材などにも用いられています)。 |
ニッシリの防水パッキン製造(特注の受託製造)
ニッシリは形状や数量など、お客様のご要望に応じて、最適な製造方法からご提案いたします。ニッシリでは多様な製造方法に対応しています。
対応できる製造方法
| 製造方法 | 概要 |
| コンプレッション成形 | 加熱した金型に材料を置き、型を閉じて圧縮・加熱硬化(主にゴム・熱硬化性樹脂)。 |
| LIM成形 | 2液の液状シリコーン(LSR)を混合・射出・加硫。自動化しやすく寸法安定。 |
| カセット金型(簡易金型) | 共用のベースに入れ替えコア/キャビをカセット化。型費とリードタイムを削減。 |
| アルミ金型 | 鉄ではなくアルミで作る射出成形金型。型費を抑えられる。 |
| 真空注型 | マスターからシリコーン型を作り、減圧下で注型樹脂を流して複製する方法。 |
| 切削加工 | 樹脂ブロックやプレートをCNCで削り出し。金型不要で高精度。 |
| ブロッター加工 | シリコーン/ゴム/樹脂フィルムなどのシート材を刃で切り抜くデジタル加工。金型不要。 |
| ウォータージェット加工 | 高圧水(必要に応じて研磨材)で切断。熱影響やバリが少ない。 |
株式会社ニッシリは日本で唯一のシリコーン専門商社です。70年間で培った製品知識や加工技術を元に、お客様の加工のご要望に寄り添い、特注製品をご提供いたします。
いつでもお気軽にご相談ください。