シリコーンゴムの加工サービス
ニッシリはシリコーン一筋「70年」
シリコーンゴムとプラスチックの試作~量産をサポートします。
シリコーンゴムの基本的な特性
シリコーンゴムは、有機ゴムに比べて多くの優れた特性を持つ高機能ゴムです。特に耐熱性・耐寒性に極めて優れ、一般品で約200℃、特殊品では300℃の高温から-30℃程度の低温まで性能変化がほとんどありません。
実際、-50℃から200℃を超える温度範囲でも安定した弾力や性能を示します。また耐薬品性(希酸・希アルカリや溶剤への耐性)にも優れており、多くの化学物質に対して性能を維持できます。さらに耐候性(紫外線や酸素に対する耐久性)や耐水性・耐湿性、耐オゾン性、そして電気絶縁性にも秀でており、屋外や電気部品用途でも長期間劣化しにくい特長があります。
シリコーンゴムの加工とは
シリコーンゴムの成形後または素材状態で行う付加的・二次的な処理全般を加工と呼んでいます。成形も広義の加工に含まれる場合があるが、現場では分けて使うことが多いです。
ニッシリのシリコーンゴム加工
加工品の形状や個数に応じて最適な加工方法をご提案します。
シリコーン3Dプリンター
シリコーンゴムを材料に3Dプリンターで製品を作ります。
早く・安価に加工が出来ますので、形状確認用の試作や短納期で製品が必要な際に適しています。
積層による段差が表面に残ってしまうことが難点です。
【対応硬度(ショアA)】
100%シリコーン材 → 50°
シリコーンライク材 → 45°65°
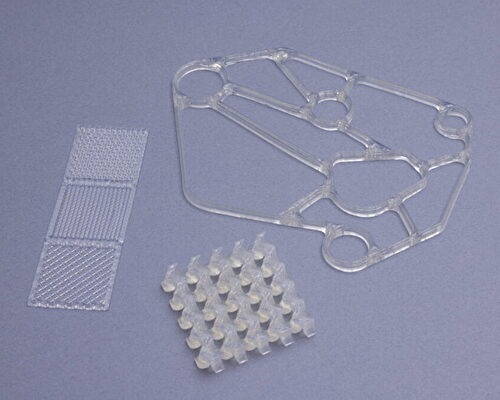
切削加工
ブロック状の材料からフライスやウォータージェットを使用して製品を削り出します。
型を使用しない加工方法なのでローコストな上、表面の仕上がりは3Dプリンターよりも綺麗です。
試作・小ロット生産に向いた工法です。


ウォータジェット加工
ウォータージェット加工とは、高圧の水を細いノズルから噴射して素材を切断する加工方法です。
超高圧ポンプで水を最大数千気圧まで加圧し、直径0.1mm程度のノズルから音速の約3倍にも達する高速水流を噴射します。
特にシリコーンゴムの板材でウォータージェット加工を活用します。ウォータージェット加工には、水だけで切断する方法と、研磨材を混ぜて切断力を高める方法の2種類があり、シリコーンゴムのような比較的柔らかい素材の場合は水のみで十分加工可能です。
プロッター加工
プロッター加工(カッティングプロッター加工とも)は、コンピューター制御の刃物によってゴムや樹脂シートなどを高精度に切り出す加工技術です。元となる図面データをCADで用意し、それに従ってプロッター機が材料をカットします。
特にシリコーンゴムの薄板材料に対応し、複雑な形状でも金型無しで忠実に再現可能です。手作業のカッターナイフで材料を切り抜く作業を自動化したイメージで、試作品や1個からの小ロット製品を作る際によく利用されています。
シリコーンゴム 硬度対応表 (ショアA)
| 工法 | 0 | 10 | 20 | 30 | 40 | 50 | 60 | 70 | 80 | 90 |
|---|---|---|---|---|---|---|---|---|---|---|
| 3Dプリンター(純シリコーン) | 〇 | |||||||||
| 3Dプリンター(シリコーンライク) | 〇 45 | 〇 65 | ||||||||
| 切削加工 | 〇 | 〇 | 〇 | 〇 | 〇 | 〇 | ||||
| 真空注型 | 〇 | 〇 | 〇 | 〇 | 〇 | 〇 | 〇 | 〇 | ||
| コンプレッション成形 | △ | 〇 | 〇 | 〇 | 〇 | 〇 | 〇 | |||
| LIMS成形 | 〇 | 〇 | 〇 | 〇 | 〇 | 〇 | 〇 | △ |
ニッシリのシリコーンゴム加工サービス
試作の企画・デザイン段階から設計支援を行い、試作・金型製作・少量生産・量産までトータルにコーディネートするワンストップサービスが当社の強みです。
特に多品種少量生産への対応に長けており、ニーズに応じて柔軟に少ロット品の製作を請け負っています。社内に試作モデル専門部門を持ち、顧客の開発期間短縮とコスト削減に貢献しています。
ニッシリはシリコーン一筋「70年」
シリコーンゴムと樹脂の試作~量産をサポートします。
シリコーンゴムの試作サービス
ニッシリはシリコーン一筋「70年」
シリコーンゴムとプラスチックの試作~量産をサポートします。
シリコーンゴムの基本的な特性
シリコーンゴムは、有機ゴムに比べて多くの優れた特性を持つ高機能ゴムです。特に耐熱性・耐寒性に極めて優れ、一般品で約200℃、特殊品では300℃の高温から-30℃程度の低温まで性能変化がほとんどありません。
実際、-50℃から200℃を超える温度範囲でも安定した弾力や性能を示します。また耐薬品性(希酸・希アルカリや溶剤への耐性)にも優れており、多くの化学物質に対して性能を維持できます。さらに耐候性(紫外線や酸素に対する耐久性)や耐水性・耐湿性、耐オゾン性、そして電気絶縁性にも秀でており、屋外や電気部品用途でも長期間劣化しにくい特長があります。
シリコーンゴムの試作時に考慮すべきこと
コスト
金型の必要のない切削加工・3Dプリンター造形・プロッター加工を基本に選び、まずは金型を使わない方法で試作コストを最小化します。
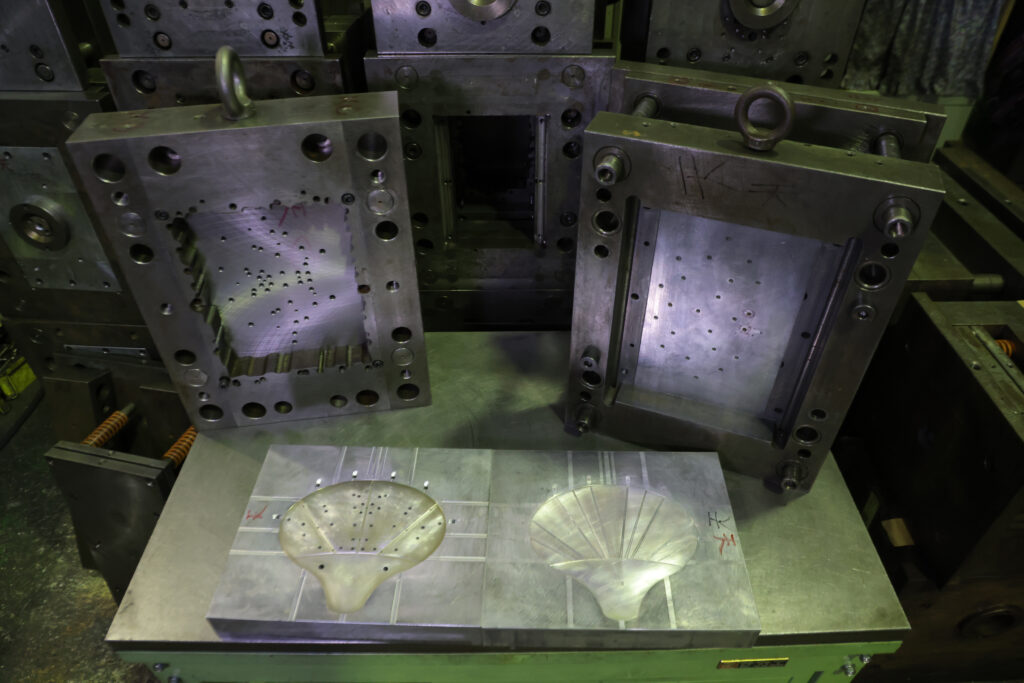
金型を用いる場合は費用の多くは金型など型の製作コストが占めます。金属製の量産型をそのまま作ると費用が高いため、簡易なカセット型などを用いて初期費用を抑える工夫が必要です。
納期
試作は製品開発のスケジュールを左右する重要工程です。一般にシリコーンゴム製品の試作には2〜3週間程度かかるケースが多く、開発現場では「試作待ち」でプロジェクトが停滞する事態も起こります。そこで、可能な限り納期を短縮するために加工法の選定が重要です。
金型製作を伴う場合は設計~加工~組立に時間を要しますが、例えば前述の3Dプリント造形や切削加工であればデータさえあれば数日で造形開始でき、全体の納期を大幅に短縮できます。
精度や仕上がり
採用する加工方法により試作品の精度や表面品質も異なります。例えば3Dプリンター造形品は積層跡により表面に段差が生じ、寸法精度や外観の点で金型成形品より劣る場合があります。一方、切削や簡易金型を用いる加工・成形では高精度な成形が可能です。
試作品の用途(動作確認か、展示用サンプルか 等)によって要求精度は異なるため、必要に応じて仕上げ加工(バリ取り・表面研磨や塗装)を施すことも検討します。
ニッシリがシリコーンゴム試作で用いる加工方法
成形、加工品の形状や個数に応じて最適な加工方法をご提案します。
シリコーン3Dプリンター
シリコーンゴムを材料に3Dプリンターで製品を作ります。
早く・安価に加工が出来ますので、形状確認用の試作や短納期で製品が必要な際に適しています。
積層による段差が表面に残ってしまうことが難点です。
【対応硬度(ショアA)】
100%シリコーン材 → 50°
シリコーンライク材 → 45°65°
切削加工
ブロック状の材料からフライスやウォータージェットを使用して製品を削り出します。
型を使用しない加工方法なのでローコストな上、表面の仕上がりは3Dプリンターよりも綺麗です。
試作・小ロット生産に向いた工法です。
ウォータジェット加工
ウォータージェット加工とは、高圧の水を細いノズルから噴射して素材を切断する加工方法です。
超高圧ポンプで水を最大数千気圧まで加圧し、直径0.1mm程度のノズルから音速の約3倍にも達する高速水流を噴射します。
特にシリコーンゴムの板材でウォータージェット加工を活用します。ウォータージェット加工には、水だけで切断する方法と、研磨材を混ぜて切断力を高める方法の2種類があり、シリコーンゴムのような比較的柔らかい素材の場合は水のみで十分加工可能です。

プロッター加工
プロッター加工(カッティングプロッター加工とも)は、コンピューター制御の刃物によってゴムや樹脂シートなどを高精度に切り出す加工技術です。元となる図面データをCADで用意し、それに従ってプロッター機が材料をカットします。
特にシリコーンゴムの薄板材料に対応し、複雑な形状でも金型無しで忠実に再現可能です。手作業のカッターナイフで材料を切り抜く作業を自動化したイメージで、試作品や1個からの小ロット製品を作る際によく利用されています。

アクリル型
アクリル樹脂で製作した型を使用してシリコーンゴム製品を成形する加工方法です。透明なアクリル材料の特性を活かし、成形中の材料の流れや気泡の発生状況を目視で確認できるため、試作段階での品質管理に優れています。
アルミ型や鋼材型と比較して製作コストが安価で、設計変更にも柔軟に対応可能です。簡易的な構造の製品であれば短期間での型製作が可能なため、開発初期段階の形状確認や少量試作に最適です。ただし、耐久性に限りがあるため、大量生産には不向きです。
アルミ型
アルミニウム合金で製作した金型を使用する成形方法で、アクリル型と本格的な鋼材金型の中間に位置する加工手法です。アルミニウムの優れた熱伝導性により、成形時の温度管理が効率的に行え、成形サイクルの短縮と品質の安定化を実現します。
アクリル型よりも耐久性が高く、数十個から数百個程度の中ロット生産にも対応可能です。また、加工性の良いアルミニウム材料を使用するため、複雑な形状の型でも比較的短期間で製作でき、鋼材金型よりもコストを抑えることができます。試作から小・中量生産まで幅広い用途に対応できる汎用性の高い加工方法です。

シリコーンゴム 硬度対応表 (ショアA)
| 工法 | 0 | 10 | 20 | 30 | 40 | 50 | 60 | 70 | 80 | 90 |
|---|---|---|---|---|---|---|---|---|---|---|
| 3Dプリンター(純シリコーン) | 〇 | |||||||||
| 3Dプリンター(シリコーンライク) | 〇 45 | 〇 65 | ||||||||
| 切削加工 | 〇 | 〇 | 〇 | 〇 | 〇 | 〇 | ||||
| 真空注型 | 〇 | 〇 | 〇 | 〇 | 〇 | 〇 | 〇 | 〇 | ||
| コンプレッション成形 | △ | 〇 | 〇 | 〇 | 〇 | 〇 | 〇 | |||
| LIMS成形 | 〇 | 〇 | 〇 | 〇 | 〇 | 〇 | 〇 | △ |
ニッシリのシリコーンゴム試作サービス
試作の企画・デザイン段階から設計支援を行い、試作・金型製作・少量生産・量産までトータルにコーディネートするワンストップサービスが当社の強みです。
特に多品種少量生産への対応に長けており、ニーズに応じて柔軟に少ロット品の製作を請け負っています。社内に試作モデル専門部門を持ち、顧客の開発期間短縮とコスト削減に貢献しています。
ニッシリはシリコーン一筋「70年」
シリコーンゴムと樹脂の試作~量産をサポートします。
アルミ金型
ニッシリはシリコーン一筋「70年」
シリコーンゴムとプラスチックの試作~量産をサポートします。
アルミ金型
アルミ金型(アルミニウム製の金型)は、試作や中量生産に広く用いられています。特に製品開発段階のプロトタイプ作成や、市場投入前のパイロット生産として活用されます。2000個程度の生産であれば、アルミ金型がコスト効率に優れる傾向があります。
ニッシリではアルミ金型を用い、樹脂の試作や中量生産を低コストでご提供しています。
特徴
初期費用が低い
アルミは素材費・加工費が安く、本金型である鋼金型に比べ、アルミ金型は約1/3~1/2程度のコストで製作可能なケースもあります。そのため、少ない製造数量でも金型費の回収が容易で、製品1個あたりコストは、短期的な生産ではアルミ金型の方が低く抑えられる傾向があります。
製作納期が短い
アルミは切削性が高く加工が容易なため、CNCによる金型加工時間が短縮できます。結果として注文から完成まで数日~数週間程度と、鋼製金型(通常数週間~数か月)のリードタイムより速く納品できます。アルミ金型は鋼製(P20鋼など)に比べ40~60%程度の納期短縮が可能です。
熱伝導性に優れ成形サイクルが短い
アルミニウムは鋼より熱拡散性・放熱性が高いため、射出成形時に樹脂を効果的に冷却できます。型開閉から射出・冷却に至るサイクルタイムが短縮され、生産性向上につながります。目安ですが、アルミ金型はP20鋼に比べ冷却速度が4~5倍速いとされています。
不良品の発生が抑えられることも
アルミ金型の優れた熱均一性により、ヒケ・変形・バリなどの不良発生が抑えられるケースがあります。
ご活用いただいているケース
試作品の製作(機能試作)
新製品開発の初期段階では、実物大の部品を使って動作検証や組付け評価を繰り返し行います。アルミ金型を使えば、短納期かつ実条件に近い試作が可能です。形状や合わせ込みの精度確認、機構試験に適しています。
小ロット品・少量生産
~数千個程度の中量生産に適しています。金型費が鋼の半額程度に抑えられるため、小ロットでも型代回収が容易です。また、2~4穴取りの多キャビティにより、1ショットあたりの成形個数を増やすことで、射出サイクルあたりの歩留まり向上も見込まれます。
量産前のパイロット生産
量産用の鋼金型完成までのつなぎとして、中ロット(数千~数万ショット)をアルミ金型で賄うことができます。この活用の仕方により、市場投入のタイミングを前倒しすることもできます。
樹脂成形(熱可塑性)でのアルミ金型の利用
熱可塑性樹脂の射出成形では、アルミ金型が試作・小ロットで一般的に利用されています。ABSやポリカーボネート、PPなど汎用樹脂で2000個程度の成形であれば、アルミ合金を用いた金型で十分対応できます。
シリコーンゴム(熱硬化性ゴム)の成形におけるアルミ金型の活用
シリコーンゴム成形では、アルミ金型の高い熱伝導性により均一な加熱・冷却が可能となり、硬化ムラを抑えつつ短サイクルでの成形が実現します。試作や小~中ロット生産では、鋼金型に比べ数分の一のコストと数日以内の納期で型が用意できるため、製品開発の初期検証での生産評価に最適です。
アルミ金型とスチール金型との比較と使い分け
| アルミ金型 | スチール金型(鋼金型) | |
| 初期費用 | 低い(製作費が安価) | 高い(製作費が高額) |
| 製作リードタイム | 短い(納期が早い)※数日~数週間 | 長い(納期に時間)※通常数週~数か月 |
| 耐久性(寿命) | 低い(軟らかく摩耗しやすい)耐用ショット数 約3千~1万回 | 非常に高い(硬度・剛性大)耐用ショット数 数十~数百万回 |
| 量産適性 | 小ロット向き(~数万個)※試作・橋渡し生産に最適 | 大量生産向き(数万個~)※高数量ほど有利 |
| 熱伝導性 | 高い(冷却効率良)※冷却時間短縮 | 普通~低い(材質に依存)※冷却に時間 |
| 成形サイクル | 短い(加熱冷却が速い)※総じて速いサイクル | 長め(冷却時間を要す)※高冷却対策で短縮可 |
| 設計複雑さ | 制約あり(薄肉・微細形状は不向き)※複雑形状では変形・損耗リスク | 高い自由度(薄肉・細部も可)※高硬度で形状保持性優秀 |
豆知識
アルミニウム合金(7075/6061/QC-10 など)
アルミ金型に使われる代表的な合金です。7075は高強度・高硬度で試作~中量産向き、6061は汎用・低コスト、QC-10は射出成形用に開発された高強度・高熱伝導プレートで厚物でも硬度が落ちにくい、など、アルミ金型の「軽さ・加工性・放熱性」はこれら合金特有の性質に由来します。
キャビティとコア
キャビティが製品外形、コアが内部空間を形つくります。アルミ金型でもレイアウトは鋼と同じで、両者の噛み合わせ精度が寸法精度を決めます。
パーティングライン(PL)
金型が開く境界線のことです。ここに段差やずれが生じるとバリが出ます。アルミは鋼より軟らかく摩耗しやすいため、PLまわりの補強設計と定期メンテが重要になります。
アルミ金型のショット数(型寿命)
成形回数の指標です。アルミ金型は2000ショットが目安です。鋼型は数十万ショット以上。計画数量を超えると摩耗でバリ・寸法不良が増えるため、表面処理やバックアップ型の準備がポイントになります。
表面処理・コーティング技術
アルミ金型の欠点である低硬度や離型性の問題に対処するため、様々な表面処理・コーティング技術が活用されています。表層にセラミックに近い硬度の被膜を形成する硬質アルマイト処理、アルミ金型に最も広く用いられる化学的にニッケル合金皮膜を析出させる無電解ニッケルめっき、などがあります。
ニッシリはシリコーン一筋「70年」
シリコーンゴムと樹脂の試作~量産をサポートします。
プロッター加工
ニッシリはシリコーン一筋「70年」
シリコーンゴムとプラスチックの試作~量産をサポートします。
プロッター加工
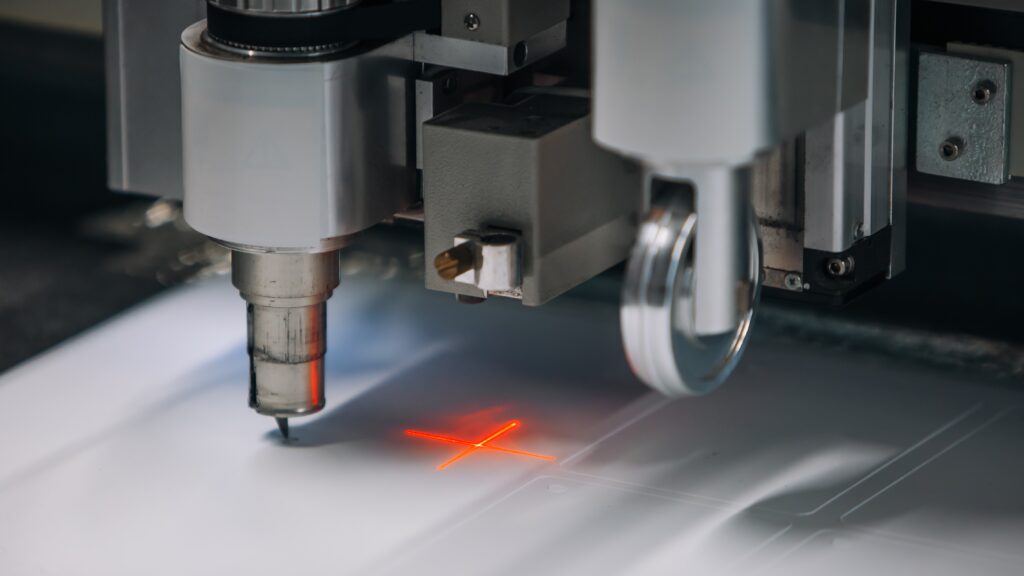
プロッター加工(カッティングプロッター加工とも)は、コンピューター制御の刃物によってゴムや樹脂シートなどを高精度に切り出す加工技術です。元となる図面データをCADで用意し、それに従ってプロッター機が材料をカットします。
ニッシリでは特にシリコーンゴムの薄板材料に対応し、複雑な形状でも金型無しで忠実に再現可能です。手作業のカッターナイフで材料を切り抜く作業を自動化したイメージで、試作品や1個からの小ロット製品を作る際によく利用されています。
特徴
金型不要
プロッター加工の最大の特長は金型を作らずに加工できる点です。トムソン型(抜き型)を起こす必要がないため初期費用がかからず、データさえあれば即座に加工を開始できます。そのため1個からの製作や試作段階でも迅速かつ低コストに対応可能です。
高い加工精度
プロッター加工はコンピューター制御により非常に精密なカットが可能で、細かなデザインや複雑形状でも問題なく加工できます。切断断面は刃物できれいに直角に切り取られるため、仕上がり精度が高く、切断面が角ばって相手部材に密着するガスケットなども製作可能です。
一定の厚みにも対応可能
素材の厚みに応じて刃の種類やカット条件を変えることで、比較的厚手の板材まで加工できる場合があります。例えば厚み20mm程度までのゴムシートの形状カットに対応できる機種もあります。厚手のものでもウォータージェットよりコストを抑えて加工できる例があります。
ご活用いただいているケース
試作品の製作(機能試作)
新製品の開発段階では、実物大の試作パーツを迅速に用意して機能検証や組付け検証を行う必要があります。プロッター加工ならCADデータさえ用意すれば即日でも部品を切り出せるため、試作品の短納期製作ができます。また設計変更が生じても、データ修正→再カットが容易なので、試行錯誤を伴う試作フェーズで重宝します。
小ロット品・多品種少量生産
必要数量が数個~数十個程度の製品や、バリエーションが多い製品群では、プロッター加工によって金型費ゼロで必要分だけ生産するのが経済的です。プロッターなら1個から必要なタイミングで製作できるため、在庫を抱えず都度生産にも向いています。
特に産業機械向け部品のように、機種ごとに専用仕様のパッキンが必要となるケースでは、機械ごとに型を起こす代わりにプロッターで都度1個から製作する方法が取られています。
メンテナンス部品・廃盤部品の製造
古い装置や過去モデル製品の交換部品を少量作りたい場合にも、プロッター加工が活用できます。量産終了後の予備部品を起こす際に金型が現存しない場合でも、現物から寸法を採りCAD化すればプロッターで複製品を作れます。
主な用途や製品例
プロッター加工は平面的な薄板素材で構成される工業部品に幅広く適用されています。身近な例では、自動車のドアまわりシール、家電の防振パッド、半導体製造装置内のガスケット、医療機器のパッキン類などでプロッター加工部品が使われています。
各種パッキン・ガスケット類
ゴム製や樹脂製のパッキン(ガスケット)はプロッター加工の典型的製品です。例えば自動車用や産業機械用のシールパッキン類は、プロッターで図面通りに切り抜くことで試作から小ロット生産まで対応できます。
平面形状のガスケットであれば穴の位置や形状も高精度に再現可能で、フランジ用シールやOリング状ガスケット、各種シールプレートなどに広く利用されています。
電気・電子部品用の絶縁材
電子機器内部で使われる絶縁プレート樹脂板もプロッターで所定の形状に切り抜いて部品化できます。例えばモーターや変圧器の絶縁シート、基板上の絶縁スペーサー、ケーブル用の樹脂シムなどは図面形状に応じてフィルムを打ち抜きます。
他の加工方法との比較と使い分け
「トムソン(打ち抜き)加工」との比較
トムソン加工は専用の刃型を作成し、プレス機でシート材料を打ち抜く方式で、一度型を作ればプレス機上で連続して同じ形状を量産でき、大量生産に最も適した手法です。一方で初期コストとして抜き型の製作費が必要であり、少量生産には向きません。
切断面の特徴としても、刃型で押し抜く際に製品の角にわずかな丸み(ダレ)が生じる傾向があります。多くの場合ガスケット用途では多少角が丸くなっても支障ありませんが、もし断面まで寸法通りに平滑な形状が求められる場合(相手面に全周で密着させたい場合など)はプロッター加工の方が適しています。
「ウォータージェット加工」との比較
ウォータージェット加工は超高圧水で材料を冷却しながら切断するため熱変質がなく、ゴム70mm超や金属入り複合材などの硬厚物も±0.1mm程度での寸法誤差で仕上げることができます。
一方プロッター加工は刃物でせん断するため一般的に20mm以下のゴムを高速かつ低コストで切り出せます。厚物や硬材、異種積層材、水分影響が小さい環境下ではウォータージェットが優位ですが、薄物の量産はプロッター加工から、抜き型への移行が理想的です。
一般的にウォータージェット加工のほうが設備コストが高く、1ショット単価もやや高めになる傾向があるためです。
豆知識
CAD/CAMデータの取り扱い
プロッター加工を行うには、まず製品形状の2D CADデータを用意する必要があります。一般的にはDXFやDWG形式などのベクター図面データとして支給します。その後、加工用ソフト(CAMソフト)上で切断パスを生成し、プロッター機に送信して刃物の動きを制御します。
プロッター加工機の種類
カッティングプロッターには、大きく分けてロールフィード型とフラットベッド型があります。ロールフィード型はビニールカッターのように細長いシートを送りながらカットする方式で、対してフラットベッド型はテーブル上に材料を固定し、XYガントリーに取り付けたカッター刃が面内を動いて切断する方式です。
工業材料の精密加工には主にフラットベッド型プロッターが使用され、例えば1.5m×3.5mといった大型サイズのシートを一枚物で扱える機種もあります。
刃の種類とカット方式
カッティングプロッターには用途に応じてさまざまなツールヘッドを装着できます。典型的なのはカッター刃を素材に押し当てて引く偏芯カッター方式で、塩ビシートや薄紙の切断に用いられます。
より厚手の材料には、刃先の向きを自動制御して正確に角を出すタンジェンシャルカッター(直刀カッター)や、上下に微細振動して鋸のように切り進む振動カッター(レシプロカッター)が有効です。振動カッターを使えば硬質な板紙や10mm超のゴム板でもきれいに切断でき、50mm厚程度の発泡材まで対応する高性能機も存在します。
ニッシリはシリコーン一筋「70年」
シリコーンゴムと樹脂の試作~量産をサポートします。
シリコーンのウォータージェット加工
ニッシリはシリコーン一筋「70年」
シリコーンゴムとプラスチックの試作~量産をサポートします。
ウォータージェット加工

ウォータージェット加工とは、高圧の水を細いノズルから噴射して素材を切断する加工方法です。超高圧ポンプで水を最大数千気圧まで加圧し、直径0.1mm程度のノズルから音速の約3倍にも達する高速水流を噴射します。この水流のエネルギーによって材料を削り取るように切断し、工具が直接触れずに加工できます。
ニッシリでは特にシリコーンゴムの試作用途でウォータージェット加工を活用します。ウォータージェット加工には、水だけで切断する方法と、研磨材を混ぜて切断力を高める方法の2種類があり、シリコーンゴムのような比較的柔らかい素材の場合は水のみで十分加工可能です。
特徴
熱の影響がない
切断時に熱を発生させないため、レーザー切断のような熱による劣化や歪みが起こりません。シリコーンゴムの物性(弾力・耐熱性など)も維持されます。
切断面が滑らか
ウォータージェットはバリ(切り粉)や粉塵が出ず、水で洗い流されるためエッジが滑らかになります。シリコーンゴムのような柔らかい材料でも高い寸法精度で切断でき、断面は非常に滑らかに仕上がります。
厚みのある材料も切断可能
高いエネルギーを持つ水流により、厚手の板材でも一度で切断できます。例えば数十mm厚のシリコーンゴムでも垂直に精密切断でき、刃物による切断で起こりがちな断面の斜めズレが生じません。
ご活用いただいているケース
板材の加工
板材・シート材のシリコーンゴム材料の切断加工に適しています。必要に応じて複数枚のシートを重ねて同時に切断することもでき、例えば0.5mm厚のシートを10枚重ねれば一度に10個分を加工できるため効率的です。
複雑形状や微細加工
コンピュータ制御により自由な軌跡で切断できるため、内径のあるリング状部品や複雑な輪郭形状の部品加工に向いています。材料の端からでなく任意の位置から切り始めることができるので、部品内部に丸穴や角穴などを開ける加工も一度で可能です。
試作・小ロット生産
CADデータさえ用意できれば即日でも加工が可能なため、製品開発時の試作製作に適しています。金型不要のメリットもあります。製品一点ごとにプログラムで切るため、1個から数百個程度の少量生産でも初期費用を抑えられます。
主な用途
シール部品
シリコーンゴム製のパッキン、ガスケット、Oリングなどのシール類は、多くの業界で使われています。例えば自動車エンジン周辺のガスケット、空調機器のシール、産業用ポンプのガスケットなど、高温や耐候性を要求される箇所にシリコーンゴムが採用され、その加工にウォータージェットが活かされています。
医療分野
シリコーンゴムは生体適合性が高く医療用途に多用されます。ウォータージェットはその高い清浄度と精度から医療機器部品の加工にも最適とされています。例えば医療機器内のシリコーン製パッキン、人工呼吸器や輸液ポンプのシールが該当します。
電気・電子機器
電子機器や家電にもシリコーンゴム製品が数多く使われており、ウォータージェットで加工された部品が組み込まれています。例えば防水・防塵のための筐体シール、キッチン家電(オーブンや炊飯器など)の耐熱パッキン、照明器具の防水ガスケット、電子機器の耐震用ゴムシートなどです。
他の加工方法との比較と使い分け
「トムソン(打ち抜き)加工」との比較
トムソン加工は専用の刃型(金型)を用いてプレス機で打ち抜く方法で、一度のストロークで多数の部品を高速生産できます。量産では一品あたりのコストが非常に低く、大量生産のパッキンやシール製造に適しています。
一方で、トムソン加工は刃型を製作する初期コストが必要で、複雑すぎる形状や微小な穴には対応困難な場合があります。そのため、数量の少ない試作や小ロット、さらに微細加工が必要な場合はウォータージェット、大量生産の場合はトムソン加工を選択することになります。
豆知識
ウォータージェットは非熱加工
ウォータージェットは典型的な非熱加工です。熱影響がないため「熱影響部(HAZ = Heat Affected Zone」が生じず、素材の組成や硬さが変わることがありません。また刃物のように接触力を加えない非接触加工のため、加工中に素材へ機械的ストレスが加わらない利点もあります。
切断幅
ウォータージェットで素材を切ったときにできる溝の幅は、ノズル径や加工条件によりますが、概ね水流径よりやや大きめです。例えばノズル0.2mmなら切断幅は約0.3~0.4mm程度になります。レーザー切断の最小幅(約0.1~0.2mm)と比べると若干大きいものの、十分細いので大半のゴム部品には問題になりません。ただし非常に密集した微細パターンを切り出す場合は、この水流径による最小コーナーR(角の最小丸み)が制約になることがあります。設計段階でノズル径を考慮する必要があります。
純水式 vs アブレシブ式
水だけで切断する方式を「純水式」、砂などの研磨材を混ぜて切断力を高める方式を「アブレシブジェット」と呼びます。純水式はゴム・プラスチック・食品など軟らかい素材向き、アブレシブ式は金属・ガラス・石材など硬い素材向きです。シリコーンゴムの切断は通常純水式で行われます。
ニッシリはシリコーン一筋「70年」
シリコーンゴムと樹脂の試作~量産をサポートします。
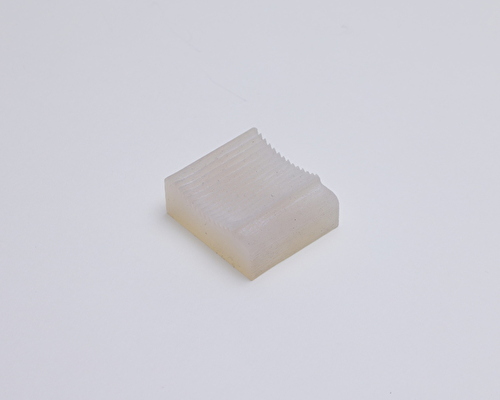
シリコーンゴムの切削加工
ニッシリはシリコーン一筋「70年」
シリコーンゴムとプラスチックの試作~量産をサポートします。
シリコーンゴムの切削加工
シリコーンゴムの切削加工は、柔軟で弾力性のある素材を精密に削り出し、パッキンやシール部品、医療用部品などを製作する加工技術です。ニッシリでは、特殊な工具選定や冷凍加工など独自の技術により、通常は加工が難しいシリコーンゴムの高品質な切削加工を実現しています。
特徴
金型不要で1個から製作可能
シリコーンゴムの成形には通常金型が必要ですが、切削加工なら金型製作費が不要です。試作段階や特注品において初期コストを大幅に削減できます。
特殊形状・カスタムサイズに対応
標準品では対応できない特殊形状のパッキンや、特定サイズのシール部品など、個別ニーズに合わせた製作が可能です。
生体適合性・耐環境性に優れる
医療グレードのシリコーンや食品衛生法適合材料、耐熱・耐薬品性に優れた特殊シリコーンなど、用途に応じた材料選定が可能です。
製作実績



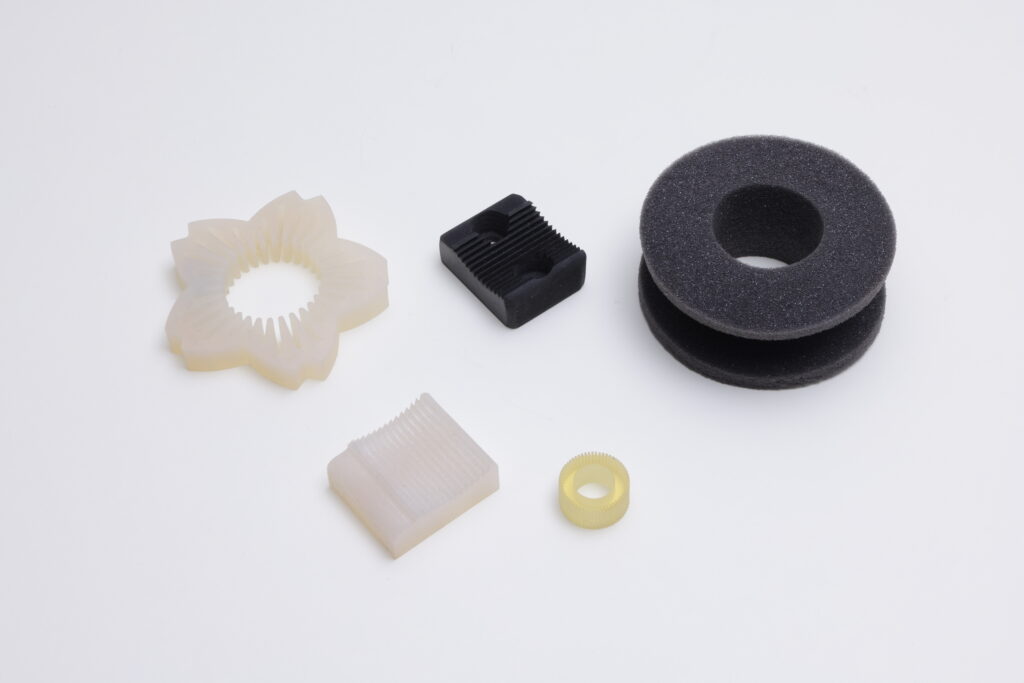
ニッシリでは、通常は加工が難しいシリコーンゴムの切削加工で様々な製品の製作実績がございます。
シリコーン以外のゴム材料の切削加工にも対応
ニッシリでは、シリコーンゴムに限らず、各種ゴム材料全般の切削加工にも対応しています。シリコーン以外のゴムの加工のご相談も多く、用途や使用環境に応じた材料での切削加工実績がございます。
対応可能なゴム材料例
・NBR(ニトリルゴム):耐油性が求められる機械用パッキン・シール
・EPDM:耐候性・耐オゾン性が必要な屋外用途部品
・CR(クロロプレンゴム):耐候性・耐油性のバランスが必要な工業部品
・FKM(フッ素ゴム):耐熱・耐薬品性が要求される高機能シール部品
・ウレタンゴム:耐摩耗性・機械強度を活かした部品
これらのゴム材料は、いずれも柔軟性や弾性が高く、一般的には切削加工が難しい素材です。ニッシリでは、材料特性に合わせた工具選定、切削条件の最適化、必要に応じた冷凍加工などを組み合わせることで、安定した寸法精度と仕上がり品質を実現しています。
ご活用いただいているケース
試作開発での機能検証
新製品のシール性能を実際の材料で検証したい場合、切削加工なら実際に使用するシリコーンゴムで試作品を製作できます。
特注パッキン・シール部品の製作
既存の標準品では寸法が合わない、特殊な形状が必要、といった場合に、1個から必要な数だけ製作可能です。
製造中止品の代替製作
長年使用してきた部品が製造中止になった場合でも、図面や現物があれば切削加工で再現できます。
主な用途
医療機器・医療用部品
生体適合性に優れたシリコーンゴムは医療分野で必須の材料です。カテーテル用シール、人工呼吸器のバルブ部品、分析装置のガスケット、手術器具の緩衝材など、医療グレードのシリコーンを用いた切削加工品が、試作から少量生産まで幅広く活用されています。
食品・製薬機械のシール部品
食品衛生法に適合したシリコーンゴムを使用し、食品製造装置や製薬機械のパッキン・ガスケットを製作します。耐熱性と衛生性を兼ね備え、洗浄や滅菌処理にも耐える高品質なシール部品を提供できます。
電子・電気機器部品
絶縁材料や機構部品として、電子機器向けの樹脂部品製作にも用いられます。成形が難しい部品を削り出しで製作するケースもあります。
他の加工方法との比較と使い分け
成形加工との比較
成形加工が適しているケース: 同一形状を100個以上の量産する場合、複雑な一体形状を大量に製作する場合は、金型を製作して成形加工する方がコストメリットがあります。
切削加工が適しているケース: 試作段階、1個~数十個の少量生産、特注サイズの部品製作、設計変更が予想される開発フェーズでは、金型不要の切削加工が圧倒的に有利です。納期も短縮できます。
打ち抜き加工(トムソン抜き)との比較
打ち抜き加工が適しているケース: 平面ガスケットなど、厚みが均一でシンプルな平面形状を数100個以上製作する場合は、打ち抜き加工がコスト効率的です。
切削加工が適しているケース: 立体形状、段差のある部品、厚みのあるパッキン、複雑な断面形状を持つシール部品は、切削加工が適しています。また少量(1~10個程度)の場合も切削の方が経済的です。
3Dプリント(シリコーン造形)との使い分け
3Dプリントが適しているケース: 複雑な内部構造を持つ試作品や、形状確認用のコンセプトモデル製作には適しています。
切削加工が適しているケース: 実際の使用環境でシール性能や耐久性を評価する機能試作では、均質な材料物性を持つブロック材からの切削加工が信頼性で優ります。寸法精度や表面品質も切削加工の方が高品質です。
豆知識
ショアA硬度
シリコーンゴムの硬さを表す指標で、数値が大きいほど硬くなります。一般的には硬度10~80の範囲で使用され、パッキンには硬度50~70程度、医療用チューブには硬度20~40程度が選ばれることが多いです。用途に応じた硬度選定が重要です。
生体適合性
人体に触れる医療機器部品では、材料が生体に悪影響を与えないことが求められます。医療グレードのシリコーンゴムはUSP Class VIやISO 10993などの生体適合性試験をクリアしており、体内留置型機器にも使用できます。
Oリングとガスケットの違い
Oリングは断面が円形のシール部品で、溝に装着して圧縮することでシール性を発揮します。一方、ガスケットは平面や特殊形状のシール部品で、フランジ面などに挟み込んで使用します。用途に応じて形状を使い分けます。
ニッシリはシリコーン一筋「70年」
シリコーンゴムと樹脂の試作~量産をサポートします。
コンプレッション成形
ニッシリはシリコーン一筋「70年」
シリコーンゴムとプラスチックの試作~量産をサポートします。
コンプレッション成形

コンプレッション成形は圧縮成形とも言われ、金型のキャビティ(凹部)の中に未加硫のゴム材料を入れ、上下から圧力をかけながら加熱して所定の形状に硬化させる成形法です。イメージとしては、たい焼きやワッフルを型で挟んで焼く工程に似ています。
ニッシリでは主にシリコーンゴムのコンプレッション成形による受託加工を行っております。
特徴
金型コストが低い
構造が比較的単純で高圧に耐える必要もないため、圧縮成形用金型は射出成形用に比べ安価に製作できます。低圧成形のため金型材質も安価で済む場合が多く、コストを抑えられます。
大型部品や厚肉品の成形に有利
圧縮成形は一度に投入できる材料量が多いため、断面の大きなゴム部品の製造に適しています。射出成形では充填が難しい肉厚品でも、必要な材料を充填して長時間加熱する圧縮成形であれば対応可能です。
単純形状に適している
アンダーカットが大きい形状や薄肉リブ・微細構造を持つ部品は、圧縮成形では型からの脱型が困難だったり、充填不良を起こしたりしやすいです。そのため圧縮成形は比較的単純な形状の部品に用いるのが適しています。
製作実績



材料は液状ではなく、ローラーを使って混ぜ合わせた固体の練り生地を使用します。型を使用した量産方法ではもっとも一般的な工法です。
金型の材質は通常の鋼材のほか、アルミの使用も可能です。アルミ製の金型は非常に安価なため試作や小ロットの量産に特に適しています。
ご活用いただいているケース
中量生産向け
金型を用いた中量生産に適しています。準備・段取りが比較的簡便で、材料さえあれば短時間で成形が始められます。
金型のコストを抑えたい
アルミなどの簡易金型を使用することで、金型製作のコストを低減できます。また、通常の鋼材を使うことでコストは上がりますが、量産までの対応が可能になります。
キーパッドやボタンに最適
キーパッドやボタンの多くはコンプレッション成形によって製造されています。その他、精密な外観を必要としない内部部品やシール部品にもシリコーン圧縮成形品が使われています。
主な用途分野と製品例
医療・ヘルスケア分野
シリコーンゴムは化学的に安定で無毒性なため、医療用途にも多用されています。例えば、医療機器のゴムシールやポンプのダイヤフラム、人工呼吸器や酸素マスクのシリコーンパッキン、点滴などに使われるシリコーン製ストッパーや栓、血液分析装置のOリングなどが挙げられます。
電機分野
電製品や電子機器にもコンプレッション成形によるシリコーンゴム部品が数多く使われています。典型例がリモコンや計算機のシリコーンゴム製キーパッド(ボタン)で、圧縮成形によって製造されています。これらのキーシートは内部に導電性のカーボンコンタクトを一体成形(オーバーモールド)したものもあり、圧縮成形の技術が生かされています。
自動車分野
自動車産業でもコンプレッション成形によるシリコーンゴム製品は重要な役割を果たしています。エンジンや燃料系統のガスケット、オイルシール、配管接続部のOリング、防水用シリコーンリングなどは、耐熱性・耐油性が要求されるためシリコーンゴムが選ばれることが多く、圧縮成形で大量生産されています。
他の加工方法との比較と使い分け
「真空注型」との比較
真空注型はシリコーン型にウレタン樹脂などを流し込んで複製する工法で、10~50個程度までの外観・機能試作や限定サンプル向けに採用されます。
一方、コンプレッション成形はプリフォーム(シリコーンゴム、熱硬化性樹脂など)を金属金型に挟み込み、加熱・加圧して硬化させる工法です。サイクルは数分以上かかるものの、硬質金型を用いるため数百~数千個規模の中量産に向いています。
「射出成形」との比較
射出成形はペレット状の樹脂を可塑化して金型へ高圧射出し、数万個量産に適しています。コンプレッション成形はプリフォーム材を金型に直接置いて上下から加圧・加熱するので、高粘度シリコーンや繊維強化材を成形しやすく残留応力も低いものの、サイクルは数分以上かかります。
ロットが1000個程度までなら型費が低くコスト優位ですが、大量生産や超高精度が必要な場合は射出成形が有利です。
豆知識
HTVシリコーン(HCR)と LSR
HTV/HCR(High Consistency Rubber):粘土状の固形ゴム。圧縮成形やトランスファー成形でよく使われます。
LSR(Liquid Silicone Rubber):液状シリコーンゴム。射出成形(インジェクション)専用です。
プリフォームとは?
固形シリコーンゴムを所定の大きさ・形状に切り分けたもの。圧縮成形ではこれを金型のキャビティに置いて成形を行います。
バリとバリ溝
成形時、金型合わせ面からわずかにはみ出したゴムが膜状に固まった部分を「バリ」と言います。金型にはあえて「バリ溝」を設計し、余分なゴムと空気をそこに逃がして確実な充填を行います。
金型構造
上下2枚の型板が基本です。製品形状によっては3枚合わせやコアピン構造が採用される場合もあります。高圧成形でないため、構造が比較的シンプルで金型費用が安いのが特徴です。
ニッシリはシリコーン一筋「70年」
シリコーンゴムと樹脂の試作~量産をサポートします。
LIM成形
ニッシリはシリコーン一筋「70年」
シリコーンゴムとプラスチックの試作~量産をサポートします。
シリコーンゴムのLIM成形
LIM成形(Liquid Injection Molding / 液状インジェクションモールド成形とも)は、2種類の液体原料(主剤と硬化剤)を金型内に射出し、金型内で化学反応(加硫)によって硬化させて製品を成形する加工法です。液状シリコーンゴム(LSR / Liquid Silicone Rubber)が主な材料で、これはプラチナ触媒を用いた高純度の熱硬化性シリコーン樹脂です。
LIM成形では、材料を金型内で加熱・架橋反応させて硬化させる点が特徴であり、従来の熱可塑性樹脂の射出成形(加熱で溶かして射出し、冷やして固める方式)とは逆の原理になります。このプロセスにより、耐久性が高く弾力性のある部品を大量生産することができます。
特徴
量産における複雑形状に対応
原料が液体で流動性が高いため、極めて複雑かつ精密な形状でも成形可能です。薄肉部や微細部を持つ部品でも問題なく成形でき、デザイン上の自由度が大きい点は大きな利点です。
材料自体の性能
LSR製品は耐熱・耐寒・耐候・電気絶縁・生体適合など材料自体の性能が高いため、完成品の信頼性も高くなります。例えば自動車エンジン近傍の部品でも長期にわたり劣化せず使用できます。
材料ロスの少なさ
コールドランナー方式等を用いることで、射出成形に付き物だった不要なランナーやバリを発生させずに成形できます。その結果、原料ロスが極めて少なく、シリコーン原料を効率よく製品化できます。
製作実績



LIM成形品は、医療から日用品まで幅広い分野で利用されており、要求特性に応じて様々な形で活用されています。特に複雑形状のシールや精密ゴム部品を大量生産したい場合に、LIM成形は不可欠な技術となっています。
ご活用いただいているケース
高い寸法精度を求める大量生産品
バリの少ないバリレス成形ができます。また、原料の自動計量・射出から離型・取り出しまでを一貫自動化しやすく、量産でも再現性高い生産が行えます。
複雑形状の成形
液状のため、従来ゴムでは難しかった微細形状や薄肉・アンダーカット形状を金型設計次第で量産可能です。
他素材とのインサート成形や複合化
LIM成形はプラスチックや金属部品と一体化すること(インサート成形)が得意です。「家電製品のハウジングとシリコーンガスケットの一体化」などが可能になります。
主な用途分野と製品例
医療・ヘルスケア分野
生体適合性や耐熱滅菌性を活かし、医療機器やヘルスケア製品の加工方法として採用されています。例えば人工呼吸器や在宅酸素療法で使うマスク、点滴や輸液ポンプのシリコーンチューブ・シール部品、静脈カテーテルの留置具、注射器のゴム栓、ウェアラブル医療デバイスの装着部品などに利用されています。
電機分野
優れた電気的絶縁性と耐環境性から、様々な電子部品に用いられます。
高圧機器の絶縁ブッシングやケーブルの絶縁ジョイントで、従来のセラミックやEPDM部品を置き換えるケースがあります。またコネクタのシリコーンゴム製シール(防水パッキン)や、多ピンコネクタ内部のゴムブーツはLIM成形で大量生産されています。
電子部品分野
電子機器のキーシート(シリコーンキーパッド)も代表例で、柔軟な押しボタンやリモコンのキーに用いられています。LED照明用の光学レンズ(光透過性シリコーン)など、透明性を活かした電子部品の成形にも取り入れられています。
他の加工方法との比較と使い分け
「射出成形」との比較
LIM成形と射出成形は、材料状態や成形原理などで大きく異なります。
LIM成形は、液状の2液性シリコーンゴムを金型に注入し、化学反応で硬化させる方式です。成形サイクルは反応硬化時間が主体で、金型温度は150~200℃付近に設定します。高温耐性や生体適合性を活かした製品に適し、内部応力が少ない反面、バリ取りなど後加工が難しい点があります。
射出成形はペレット状熱可塑性樹脂を加熱・溶融し、高圧で高速充填後、冷却(20~80℃付近)で固化させます。量産性とコストパフォーマンスに優れ、自動車部品や家電製品など幅広く利用されます。
豆知識
「LSR」とは?
LSR(Liquid Silicone Rubber)は、液状シリコーンゴムのことを指し、大きく分けて一液型と二液型の2種類があります。
一液型は空気中の水分と化学反応を起こして自然に硬化するタイプで、カートリッジから塗布するだけで作業が完了するため取り扱いが容易です。接着剤・シール材・防水コーティングなど、現場施工でスピーディーに固着させたい用途に適しています。
二液型は主剤と硬化剤を所定比率で混合してから硬化させる方式で、流動性が高く複雑な空隙を充填できるため、電子部品のポッティングやモールド封止に多用されます。混合直後から硬化が始まるので、作業時間を考慮したプロセス設計が必要です。
加硫(かりゅう)反応とは?
ゴム分子同士が化学的につながり(三次元網目構造を形成し)ゴム弾性を得ること。LIM成形では、2液を混合して金型に入れ、加熱することで短時間で加硫が進み、弾性を持った製品になります。
プラチナ触媒とは?
シリコーンの加硫に使われる白金系の触媒です。反応が速く、副産物が少ないため、医療や食品用途でも使用される高純度の硬化が可能です。
LIM成形は熱可塑性ではなく「熱硬化性」
LIM成形で使われるLSR(液状シリコーンゴム)は熱硬化性のゴム材料です。一般的なプラスチック射出成形(熱可塑性)は冷やすことで固めますが、それとは異なり、金型を加熱して硬化させるのがポイントです。
バリレス(フラッシュレス)成形
LIM成形は2液混合量を正確に制御し、金型精度を高めることで、成形品の周囲にバリがほとんど出ないように成形することができます。
ニッシリはシリコーン一筋「70年」
シリコーンゴムと樹脂の試作~量産をサポートします。
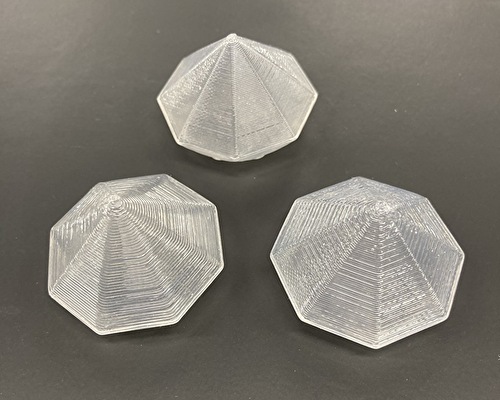
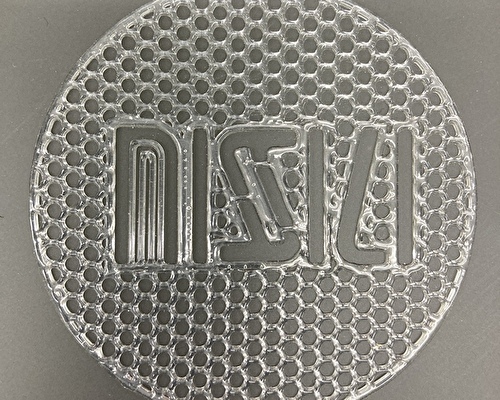
シリコーン3Dプリンター
ニッシリはシリコーン一筋「70年」
シリコーンゴムとプラスチックの試作~量産をサポートします。
シリコーン3Dプリンター
シリコーン3Dプリントは、柔軟で耐熱性や生体適合性を備えたシリコーン素材を、金型を使わずに立体造形する加工技術です。従来は成形型を起こして注型する必要がありましたが、3Dプリンタによって直接造形することで、試作品や小ロット製品をスピーディかつ低コストに製作できます。
ニッシリでは純シリコーンおよびシリコーンライク材料をラインナップし、用途に応じて適切な硬度・質感を選択可能です。ゴム製品設計や機能部品の試作に新しい選択肢を提供します。
特徴
金型不要で即時造形
シリコーン部品を作る際、従来は金型製作が必須でした。シリコーン3Dプリントならデータがあればすぐに造形を開始でき、初期費用を抑えつつ短納期対応が可能です。試作品や1個からの製作に最適です。
柔軟性・耐久性のあるシリコーン材
取り扱い材料はいずれも柔らかさ(ショアA硬度)が選択でき、シール材やパッキン用途はもちろん、ウェアラブル機器や医療関連試作にも活用できます。実際に使用されているシリコーンと近い特性を持つため、形状確認だけでなく機能試験にも適しています。
多様な硬度ラインナップ
・KED-5000G(100%の純シリコーン) 硬度 50A(https://www.silicone.jp/products/notice/180/index2.shtml)※信越シリコーンのWEBサイトに遷移いたします。
・Formlabs Silicone 40A レジン(純シリコーン) 硬度 40A
・アジリスタ AR-G1L/H(シリコーンライク) 硬度 45A / 65A
これにより、柔らかいタイプからやや硬めのタイプまで、用途に合わせた選択が可能です。
純シリコーンでの造形により量産時と同じ物性確認が可能
純シリコーン材料を使用することで、試作段階から量産品と同じ弾性、耐熱性、耐薬品性を確認できます。製品開発における手戻りリスクを大幅に削減し、開発期間の短縮とコスト削減を実現します。
製作例





シリコーン部品の設計検証や研究試作用に、少量から対応可能です。「試しに形状を作りたい」「実使用に近い条件で評価したい」といったご要望にお応えします。
ご活用いただいているケース
試作品の製作
新製品開発において、柔軟部品やシール部品を迅速に試作したい場面で有効です。金型レスで即日造形できるため、設計変更や試行錯誤を伴うフェーズで威力を発揮します。
医療・ウェアラブル分野でのプロトタイピング
たとえば、マスクや皮膚に触れるパッドを実際に造形して装着テストを行ったり、ウェアラブル機器用のストラップやカバーを試作して装着感を検証したりすることが可能です。
研究用途
材料物性の検証や比較実験用のサンプルを造形したり、学術研究や実験に必要な柔軟部材をワンオフで製作したりすることが可能です。
他の加工方法との比較と使い分け
「切削加工」との比較
切削加工は樹脂や金属などの素材ブロックをCNCで削り出す工法で、1~数十個程度までの高精度な外装部品や治具、寸法重視の試作に採用されます。
一方、シリコーン3Dプリントは柔軟材を積層して一体造形する工法で、内部空洞や複雑形状を短サイクルで評価でき、金型や治具を要さないため設計検証や装着感テスト向けの試作に適しています。
豆知識
シリコーン vs シリコーンライクの考え方
純シリコーン:弾性・耐久・肌当たりが本物に近く、機能・装着検証に適する。
シリコーンライク:アクリレート/ウレタン系などの光硬化樹脂にシリコーン様の柔軟性・触感を付与した擬似材料です。形状確認・外観評価に便利ですが、長期耐久や本来の耐熱は純シリコーンほど期待しない前提で使い分けます。
硬度(ショアA)と体感
ショアAは柔らかさの目安です。
・40A前後:肌当たりが柔らかい、装着感検証に向く
・50A前後:標準的な弾性、パッキンやクッション用途の検証に向く
・65A前後:やや硬め、形状保持や押し込みフィットの評価に向く
表面状態とタック(べたつき)
積層痕は残ります。硬化直後は軽いタックが出ることがあり、ポストキュア(加熱後硬化)や洗浄で改善します。必要に応じてテクスチャ付与で触感をデザインします。
寸法安定性と収縮
付加反応型は硬化収縮が小さい一方、後硬化や環境(温湿度)で微小変化が起き得ます。評価用寸法はポストキュア後の測定が推奨です。
真空注型
ニッシリはシリコーン一筋「70年」
シリコーンゴムとプラスチックの試作~量産をサポートします。
真空注型とは?

真空注型(しんくうちゅうけい)とは、金属製の金型を作らずにシリコーンゴム製の型(シリコーン型)を用い、真空下で液状の樹脂を流し込んで成形する工法です。
原型となるマスターモデル(試作品や造形物)をシリコーンで包んで型を作り、その中に樹脂を注入・硬化させることでマスターモデルと同形状の複製品を製造します。
真空注型での製作実績



材料はウレタンやエポキシなど、熱硬化性の液状樹脂やシリコーンゴムが使用できます。(シリコーンゴムの場合は型の材質がアクリルになります。)
難燃(V0)対応品や食品衛生法に適合している材料もありますので、用途によって使い分けが可能です。着色や塗装・シボ風加工も可能で、モックアップなどの展示品にも適しています。



シリコーンは流動性に優れているため、木や石の表面はもちろん指紋のような細かい模様も精密に転写できます。また、ゴムなので弾力性に富んでおり、逆テーパーやアンダーカット形状があったとしても製品の脱型が可能です。金型では再現できない形状でもシリコーン型であれば製作できる事もあります。
真空注型の特徴
少量生産に向いており短納期
金型を製作しないため初期コストとリードタイムを大幅に削減でき、5~20個程度の小ロット生産に最適な工法です。シリコーン型自体も短期間で作成可能なため、設計から製品完成までのサイクルを速めることができます。
型費用が安価
シリコーン製の型はアルミや鋼鉄の金型に比べ材料費・加工費が安く、安価に製作できます。金型では数百万円以上かかるようなケースでも、真空注型用のシリコーン型なら数万円~数十万円程度で作れる場合があります。
複雑形状への対応
シリコーン型は柔軟性があるため、通常の剛硬な金型では成形が難しいアンダーカット形状も多少であれば型から引き抜いて成形できます(無理抜き)。
真空注型の工法解説
①マスターモデルの製作
3Dプリンター(光造形)や切削加工で元となるマスターモデルを作ります。光造形の場合は表面に積層痕が残るため、研磨などで表面を滑らかに仕上げます。仕上げ後、型の分割線(パーティングライン)にテープを貼り、樹脂を流し込むためのゲート棒を取り付けます。
②型枠の準備
樹脂板で枠を組み立て、その中にマスターモデルをセットします。このとき、成形時の空気を逃がすためのガス抜き棒もマスターモデルに接着します。
③シリコーンゴムの注入
シリコーンゴムの主剤と硬化剤を正確に計量し、よく混ぜ合わせます。混合時に入った気泡を取り除くため真空脱泡を行い、その後、準備した型枠に流し込みます。
④型の分割とマスターモデルの取り出し
シリコーンを流し込んだ型枠を乾燥炉で約1日かけて硬化させます。完全に固まったら型枠を外すと、マスターモデルが埋まったシリコーンブロックが現れます。目印のテープに沿ってナイフで切り開き、中のマスターモデルを取り出せば、シリコーン型の完成です。
⑤成形の準備
完成したシリコーン型をテープでしっかり巻いて固定します。これにより、樹脂注入時に型が開かないようにします。
⑥ウレタン樹脂の注入
2液性のウレタン樹脂を計量・攪拌し、真空脱泡を行います。その後、真空注型機にセットし、準備したシリコーン型に樹脂を流し込みます。
⑦樹脂の硬化
樹脂を流し込んだシリコーン型を乾燥炉に入れて硬化させます。製品の大きさにより異なりますが、通常1〜2時間で硬化します。
⑧脱型(製品の取り出し)
樹脂が完全に硬化したら乾燥炉から取り出し、テープを剥がして型を開きます。中から硬化した注型品を慎重に取り出します。
⑨仕上げ・完成
取り出した製品についているバリ(余分な樹脂)、ゲート部分、ガス抜き部分を切除・研磨して仕上げれば完成です。
ご活用いただいているケース
試作向け
金型を起こさずシリコーン型を用いるため、初期コストやリードタイムが射出成形より大幅に低減されます。設計検証や外観評価、組立確認などで「10~20個ほどのパーツ」が必要な場合に最適です。
中量生産(ブリッジ生産など)
量産金型の完成を待たずに先行して小ロットを出荷したい場合に、真空注型が使われることがあります。シリコーン型を複数作ることで、ある程度の数量(数十~数百個)をカバーできます。
複雑なアンダーカット形状への対応
シリコーン型は弾性があるため、多少のアンダーカットがあっても型を柔軟に変形させて製品を取り出しやすいです。これは剛硬な金型(射出成形)にはない利点です。
主な用途
設計検証用の試作品
製品設計段階で形状や組み付けを確認するためのモデルや、機能チェック・強度テスト用の試作部品の製造に用いられます。射出成形用の最終材料ではないものの、ABS様やPC様樹脂で成形された真空注型品は実物に近い強度・精度を持つため、組立検証や動作確認に十分使用できます。
デザイン確認・プレゼンテーション用モデル
表面仕上げや塗装次第では、市販製品さながらの外観を持つモデルを作れます。少量の試作品を真空注型で作り、社内レビューやクライアントへのプレゼン、展示会出展用のモデルとして活用する企業も多くあります。
営業用サンプル
製品発売前に市場の反応を見るための試験販売品や、営業用のデモ製品を小ロットで製造する際にも用いられます。シリコーン型1つで最大20個前後まで成形できるため、ごく少量の製品であれば真空注型で実際にユーザーに提供できるクオリティのものを作ることも可能です。
真空注型と他の加工方法との比較・使い分け
「3Dプリント」との比較
3Dプリントは1個から即日造形できるため、デザイン試作や組立確認にに最適です。一方、層間強度が弱く積層痕の後処理も必要で、数量が増えても単価が下がりにくい点が弱点です。
真空注型はシリコーン型に初期費用が若干かかりますが、同一形状を10〜50個製作する場合は1個あたりのコストメリットが出やすく、機能試作を作ることができます。
「切削加工」との比較
切削加工は量産樹脂をそのまま削り出すため、高精度と優れた機械強度が得られます。初期費用は不要ですが、材料歩留まりの関係で、形状が複雑になるほど1個当たりのコストが上がります。また同じ部品を10個、20個と増やしても価格低減効果は限定的です。
一方、真空注型はシリコーン型費が初期費用としてかかりますが、型さえ作れば1日で数十個複製でき、1個あたりの単価が下がります。
真空注型の豆知識
マスターモデル(原型)
シリコーン型を作るための元となる模型や部品のことです。最終製品と同じ形状・寸法で作られ、真空注型ではこれを基にシリコーン型へ形状が転写されます。3DプリンタやNC切削機で作られることが多いです。
シリコーン型(シリコーンモールド)
固形シリコーンゴムを所定の大きさ・形状に切り分けたもの。圧縮成形ではこれを金型のキャビティに置いて成形を行います。
真空注型機・真空チャンバー
真空注型に用いる減圧装置およびチャンバー(槽)のことです。シリコーン型と樹脂を中に入れて蓋を密閉し、内部を真空ポンプで減圧します。これにより型内部の空気を抜いて樹脂の充填を助け、同時に樹脂やシリコーンの中に混入した気泡を膨張・排出させて除去します(脱泡)。
アンダーカットと無理抜き
アンダーカットとは、型を開く方向に対して物理的に引っかかりとなる形状のことです。通常の硬い金型ではアンダーカットがあるとそのままでは製品を取り出せず、スライド金型など可動機構を入れて対応します。
脱泡(だっぽう)
シリコーンや樹脂を真空状態に置いて中に含まれる空気泡を抜く工程を指します。二液混合したシリコーンやウレタン樹脂には微細な気泡が混じりやすく、そのまま硬化させると型や製品内部の空洞・欠陥の原因となります。
ニッシリはシリコーン一筋「70年」
シリコーンゴムと樹脂の試作~量産をサポートします。