シリコーン3Dプリンター
シリコーン3Dプリンター
シリコーン3Dプリントは、柔軟で耐熱性や生体適合性を備えたシリコーン素材を、金型を使わずに立体造形する加工技術です。従来は成形型を起こして注型する必要がありましたが、3Dプリンタによって直接造形することで、試作品や小ロット製品をスピーディかつ低コストに製作できます。
ニッシリでは純シリコーンおよびシリコーンライク材料をラインナップし、用途に応じて適切な硬度・質感を選択可能です。ゴム製品設計や機能部品の試作に新しい選択肢を提供します。
特徴
金型不要で即時造形
シリコーン部品を作る際、従来は金型製作が必須でした。シリコーン3Dプリントならデータがあればすぐに造形を開始でき、初期費用を抑えつつ短納期対応が可能です。試作品や1個からの製作に最適です。
柔軟性・耐久性のあるシリコーン材
取り扱い材料はいずれも柔らかさ(ショアA硬度)が選択でき、シール材やパッキン用途はもちろん、ウェアラブル機器や医療関連試作にも活用できます。実際に使用されているシリコーンと近い特性を持つため、形状確認だけでなく機能試験にも適しています。
多様な硬度ラインナップ
・KED-5000G(100%の純シリコーン) 硬度 50A(https://www.silicone.jp/products/notice/180/index2.shtml)※信越シリコーンのWEBサイトに遷移いたします。
・Formlabs Silicone 40A レジン(純シリコーン) 硬度 40A
・アジリスタ AR-G1L/H(シリコーンライク) 硬度 45A / 65A
これにより、柔らかいタイプからやや硬めのタイプまで、用途に合わせた選択が可能です。
純シリコーンでの造形により量産時と同じ物性確認が可能
純シリコーン材料を使用することで、試作段階から量産品と同じ弾性、耐熱性、耐薬品性を確認できます。製品開発における手戻りリスクを大幅に削減し、開発期間の短縮とコスト削減を実現します。
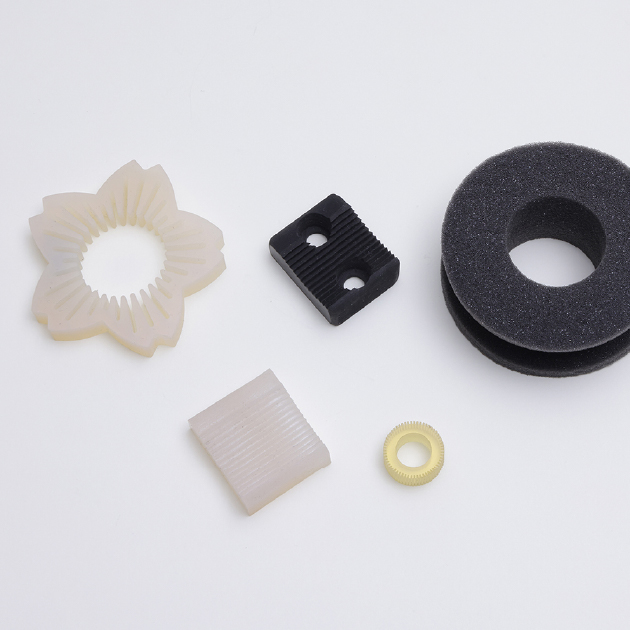
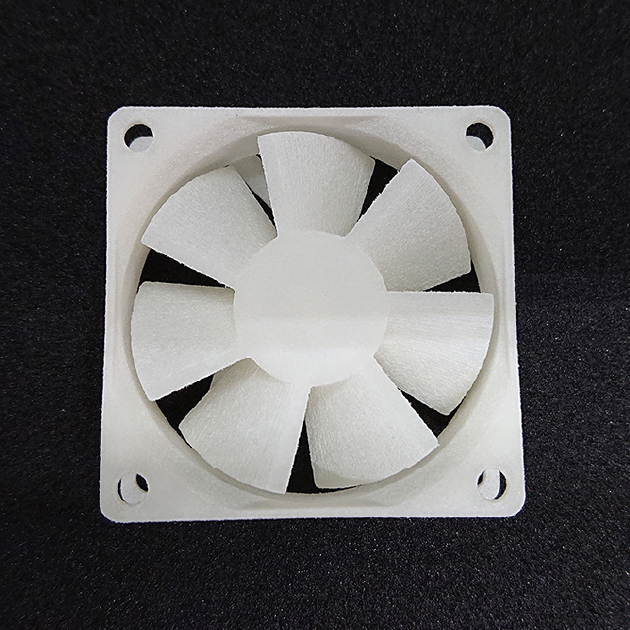
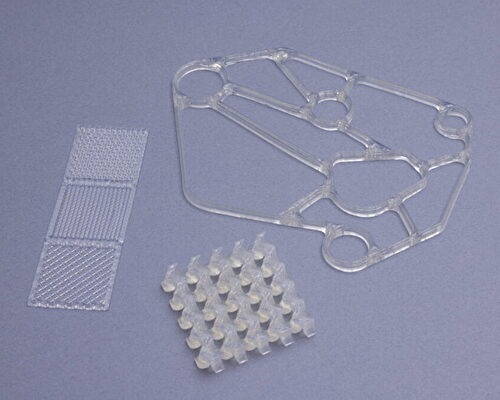
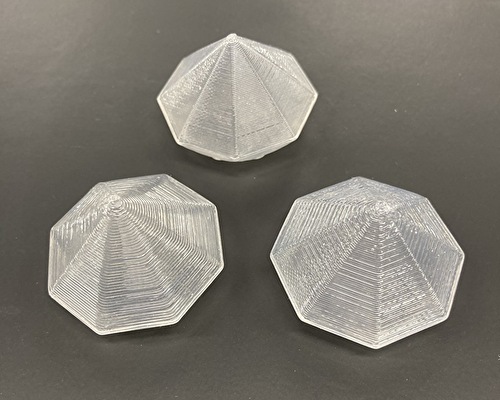
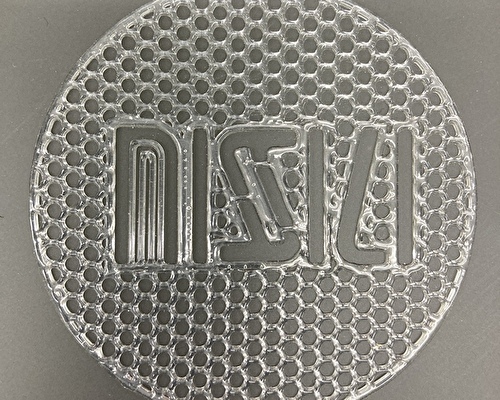
製作例



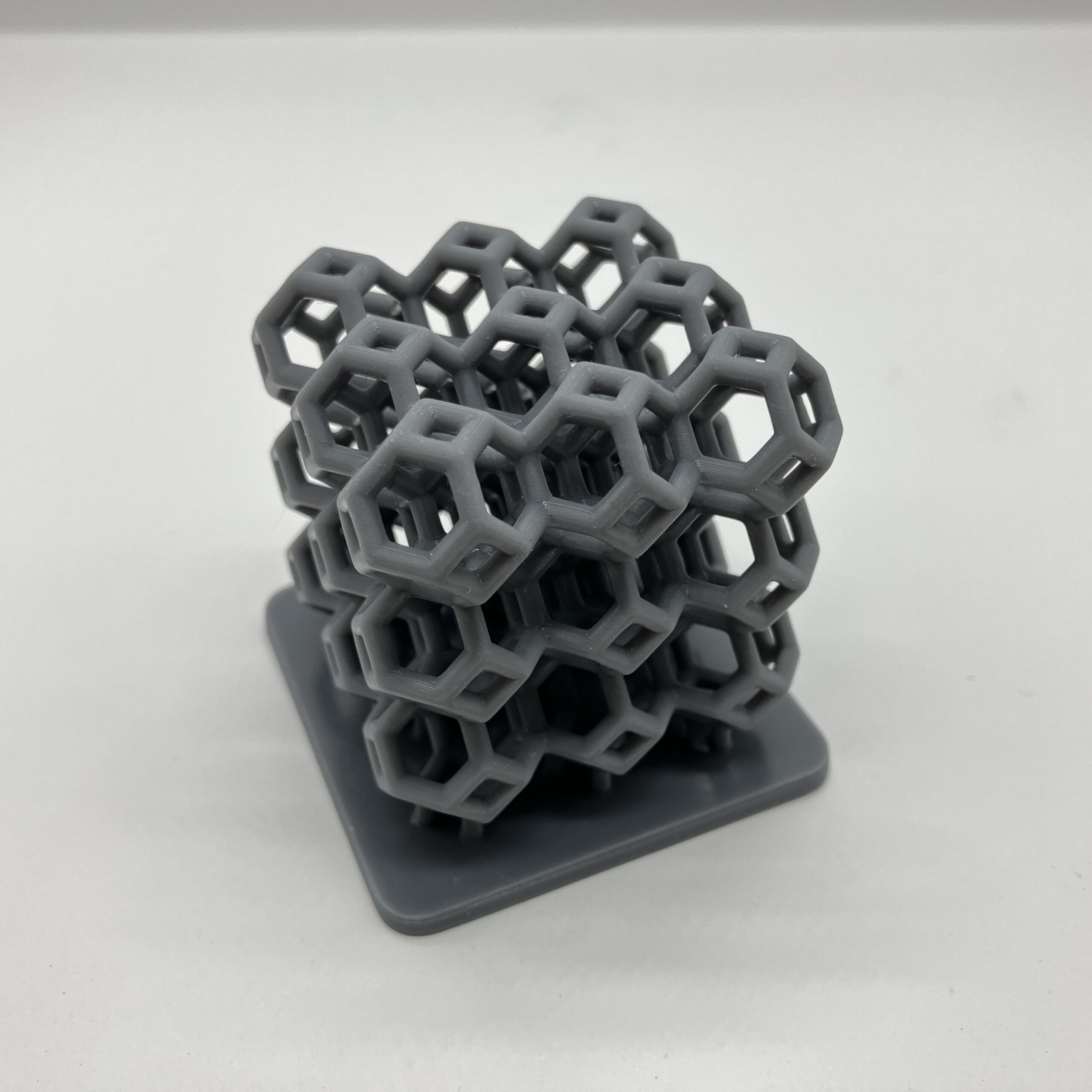


シリコーン部品の設計検証や研究試作用に、少量から対応可能です。「試しに形状を作りたい」「実使用に近い条件で評価したい」といったご要望にお応えします。
ご活用いただいているケース
試作品の製作
新製品開発において、柔軟部品やシール部品を迅速に試作したい場面で有効です。金型レスで即日造形できるため、設計変更や試行錯誤を伴うフェーズで威力を発揮します。
医療・ウェアラブル分野でのプロトタイピング
たとえば、マスクや皮膚に触れるパッドを実際に造形して装着テストを行ったり、ウェアラブル機器用のストラップやカバーを試作して装着感を検証したりすることが可能です。
研究用途
材料物性の検証や比較実験用のサンプルを造形したり、学術研究や実験に必要な柔軟部材をワンオフで製作したりすることが可能です。
他の加工方法との比較と使い分け
「切削加工」との比較
切削加工は樹脂や金属などの素材ブロックをCNCで削り出す工法で、1~数十個程度までの高精度な外装部品や治具、寸法重視の試作に採用されます。
一方、シリコーン3Dプリントは柔軟材を積層して一体造形する工法で、内部空洞や複雑形状を短サイクルで評価でき、金型や治具を要さないため設計検証や装着感テスト向けの試作に適しています。
豆知識
シリコーン vs シリコーンライクの考え方
純シリコーン:弾性・耐久・肌当たりが本物に近く、機能・装着検証に適する。
シリコーンライク:アクリレート/ウレタン系などの光硬化樹脂にシリコーン様の柔軟性・触感を付与した擬似材料です。形状確認・外観評価に便利ですが、長期耐久や本来の耐熱は純シリコーンほど期待しない前提で使い分けます。
硬度(ショアA)と体感
ショアAは柔らかさの目安です。
・40A前後:肌当たりが柔らかい、装着感検証に向く
・50A前後:標準的な弾性、パッキンやクッション用途の検証に向く
・65A前後:やや硬め、形状保持や押し込みフィットの評価に向く
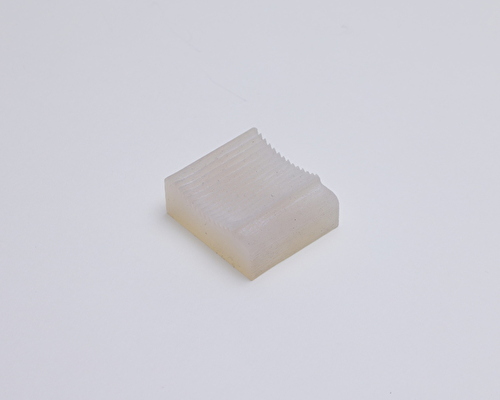
表面状態とタック(べたつき)
積層痕は残ります。硬化直後は軽いタックが出ることがあり、ポストキュア(加熱後硬化)や洗浄で改善します。必要に応じてテクスチャ付与で触感をデザインします。
寸法安定性と収縮
付加反応型は硬化収縮が小さい一方、後硬化や環境(温湿度)で微小変化が起き得ます。評価用寸法はポストキュア後の測定が推奨です。
真空注型
真空注型とは?

真空注型(しんくうちゅうけい)とは、金属製の金型を作らずにシリコーンゴム製の型(シリコーン型)を用い、真空下で液状の樹脂を流し込んで成形する工法です。
原型となるマスターモデル(試作品や造形物)をシリコーンで包んで型を作り、その中に樹脂を注入・硬化させることでマスターモデルと同形状の複製品を製造します。
真空注型での製作実績



材料はウレタンやエポキシなど、熱硬化性の液状樹脂やシリコーンゴムが使用できます。(シリコーンゴムの場合は型の材質がアクリルになります。)
難燃(V0)対応品や食品衛生法に適合している材料もありますので、用途によって使い分けが可能です。着色や塗装・シボ風加工も可能で、モックアップなどの展示品にも適しています。



シリコーンは流動性に優れているため、木や石の表面はもちろん指紋のような細かい模様も精密に転写できます。また、ゴムなので弾力性に富んでおり、逆テーパーやアンダーカット形状があったとしても製品の脱型が可能です。金型では再現できない形状でもシリコーン型であれば製作できる事もあります。
真空注型の特徴
少量生産に向いており短納期
金型を製作しないため初期コストとリードタイムを大幅に削減でき、5~20個程度の小ロット生産に最適な工法です。シリコーン型自体も短期間で作成可能なため、設計から製品完成までのサイクルを速めることができます。
型費用が安価
シリコーン製の型はアルミや鋼鉄の金型に比べ材料費・加工費が安く、安価に製作できます。金型では数百万円以上かかるようなケースでも、真空注型用のシリコーン型なら数万円~数十万円程度で作れる場合があります。
複雑形状への対応
シリコーン型は柔軟性があるため、通常の剛硬な金型では成形が難しいアンダーカット形状も多少であれば型から引き抜いて成形できます(無理抜き)。
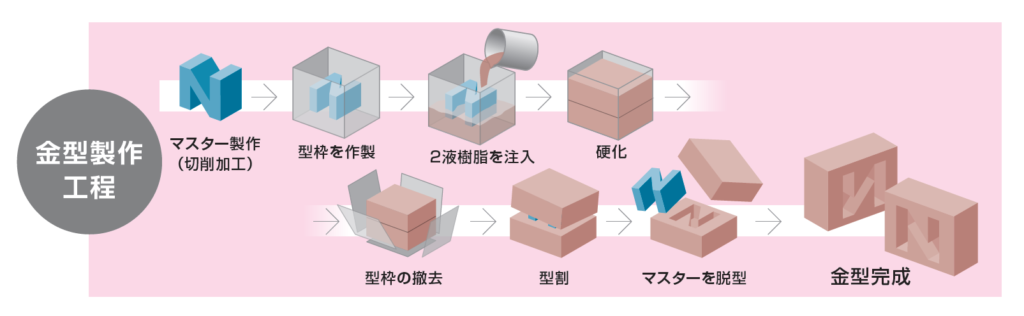
真空注型の工法解説
①マスターモデルの製作
3Dプリンター(光造形)や切削加工で元となるマスターモデルを作ります。光造形の場合は表面に積層痕が残るため、研磨などで表面を滑らかに仕上げます。仕上げ後、型の分割線(パーティングライン)にテープを貼り、樹脂を流し込むためのゲート棒を取り付けます。
②型枠の準備
樹脂板で枠を組み立て、その中にマスターモデルをセットします。このとき、成形時の空気を逃がすためのガス抜き棒もマスターモデルに接着します。
③シリコーンゴムの注入
シリコーンゴムの主剤と硬化剤を正確に計量し、よく混ぜ合わせます。混合時に入った気泡を取り除くため真空脱泡を行い、その後、準備した型枠に流し込みます。
④型の分割とマスターモデルの取り出し
シリコーンを流し込んだ型枠を乾燥炉で約1日かけて硬化させます。完全に固まったら型枠を外すと、マスターモデルが埋まったシリコーンブロックが現れます。目印のテープに沿ってナイフで切り開き、中のマスターモデルを取り出せば、シリコーン型の完成です。
⑤成形の準備
完成したシリコーン型をテープでしっかり巻いて固定します。これにより、樹脂注入時に型が開かないようにします。
⑥ウレタン樹脂の注入
2液性のウレタン樹脂を計量・攪拌し、真空脱泡を行います。その後、真空注型機にセットし、準備したシリコーン型に樹脂を流し込みます。
⑦樹脂の硬化
樹脂を流し込んだシリコーン型を乾燥炉に入れて硬化させます。製品の大きさにより異なりますが、通常1〜2時間で硬化します。
⑧脱型(製品の取り出し)
樹脂が完全に硬化したら乾燥炉から取り出し、テープを剥がして型を開きます。中から硬化した注型品を慎重に取り出します。
⑨仕上げ・完成
取り出した製品についているバリ(余分な樹脂)、ゲート部分、ガス抜き部分を切除・研磨して仕上げれば完成です。
ご活用いただいているケース
試作向け
金型を起こさずシリコーン型を用いるため、初期コストやリードタイムが射出成形より大幅に低減されます。設計検証や外観評価、組立確認などで「10~20個ほどのパーツ」が必要な場合に最適です。
中量生産(ブリッジ生産など)
量産金型の完成を待たずに先行して小ロットを出荷したい場合に、真空注型が使われることがあります。シリコーン型を複数作ることで、ある程度の数量(数十~数百個)をカバーできます。
複雑なアンダーカット形状への対応
シリコーン型は弾性があるため、多少のアンダーカットがあっても型を柔軟に変形させて製品を取り出しやすいです。これは剛硬な金型(射出成形)にはない利点です。
主な用途
設計検証用の試作品
製品設計段階で形状や組み付けを確認するためのモデルや、機能チェック・強度テスト用の試作部品の製造に用いられます。射出成形用の最終材料ではないものの、ABS様やPC様樹脂で成形された真空注型品は実物に近い強度・精度を持つため、組立検証や動作確認に十分使用できます。
デザイン確認・プレゼンテーション用モデル
表面仕上げや塗装次第では、市販製品さながらの外観を持つモデルを作れます。少量の試作品を真空注型で作り、社内レビューやクライアントへのプレゼン、展示会出展用のモデルとして活用する企業も多くあります。
営業用サンプル
製品発売前に市場の反応を見るための試験販売品や、営業用のデモ製品を小ロットで製造する際にも用いられます。シリコーン型1つで最大20個前後まで成形できるため、ごく少量の製品であれば真空注型で実際にユーザーに提供できるクオリティのものを作ることも可能です。
真空注型と他の加工方法との比較・使い分け
「3Dプリント」との比較
3Dプリントは1個から即日造形できるため、デザイン試作や組立確認にに最適です。一方、層間強度が弱く積層痕の後処理も必要で、数量が増えても単価が下がりにくい点が弱点です。
真空注型はシリコーン型に初期費用が若干かかりますが、同一形状を10〜50個製作する場合は1個あたりのコストメリットが出やすく、機能試作を作ることができます。
「切削加工」との比較
切削加工は量産樹脂をそのまま削り出すため、高精度と優れた機械強度が得られます。初期費用は不要ですが、材料歩留まりの関係で、形状が複雑になるほど1個当たりのコストが上がります。また同じ部品を10個、20個と増やしても価格低減効果は限定的です。
一方、真空注型はシリコーン型費が初期費用としてかかりますが、型さえ作れば1日で数十個複製でき、1個あたりの単価が下がります。
真空注型の豆知識
マスターモデル(原型)
シリコーン型を作るための元となる模型や部品のことです。最終製品と同じ形状・寸法で作られ、真空注型ではこれを基にシリコーン型へ形状が転写されます。3DプリンタやNC切削機で作られることが多いです。
シリコーン型(シリコーンモールド)
固形シリコーンゴムを所定の大きさ・形状に切り分けたもの。圧縮成形ではこれを金型のキャビティに置いて成形を行います。
真空注型機・真空チャンバー
真空注型に用いる減圧装置およびチャンバー(槽)のことです。シリコーン型と樹脂を中に入れて蓋を密閉し、内部を真空ポンプで減圧します。これにより型内部の空気を抜いて樹脂の充填を助け、同時に樹脂やシリコーンの中に混入した気泡を膨張・排出させて除去します(脱泡)。
アンダーカットと無理抜き
アンダーカットとは、型を開く方向に対して物理的に引っかかりとなる形状のことです。通常の硬い金型ではアンダーカットがあるとそのままでは製品を取り出せず、スライド金型など可動機構を入れて対応します。
脱泡(だっぽう)
シリコーンや樹脂を真空状態に置いて中に含まれる空気泡を抜く工程を指します。二液混合したシリコーンやウレタン樹脂には微細な気泡が混じりやすく、そのまま硬化させると型や製品内部の空洞・欠陥の原因となります。
ニッシリはシリコーン一筋「70年」
シリコーンゴムと樹脂の試作~量産をサポートします。
マイクロ波成形
シリコーンゴム型での量産樹脂成形
量産材料(射出成形用樹脂ペレット)で部品を作成するには通常高価な金型による成形が必要です。マイクロ波成形では、弊社が独自開発したシリコーンゴムで製作した型を使って成形するため、型費用のコスト削減と納期短縮に最大のメリットを発揮します。ABS・PC・PP・エラストマー等の加工が可能です。



その他加工
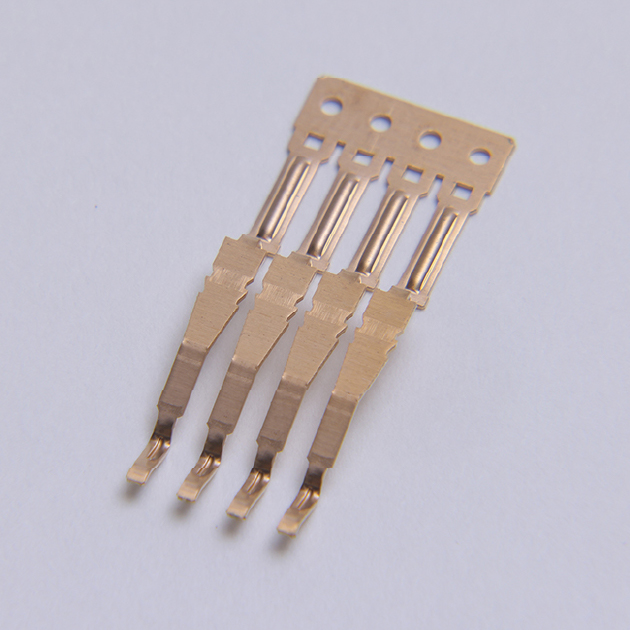
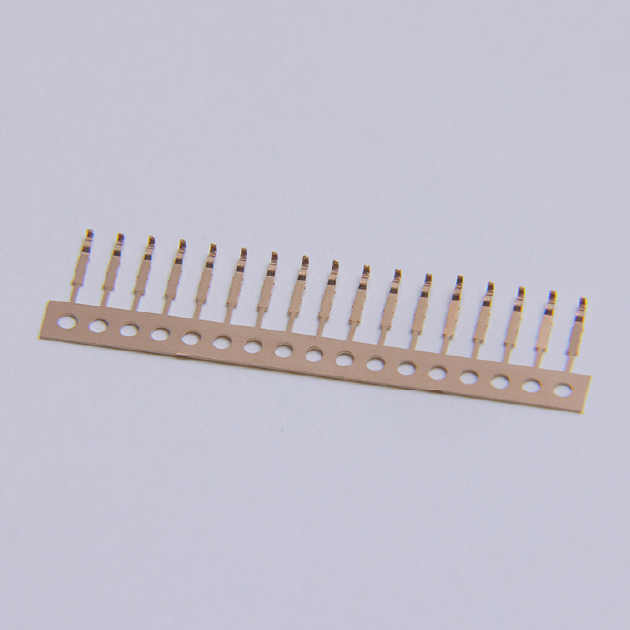
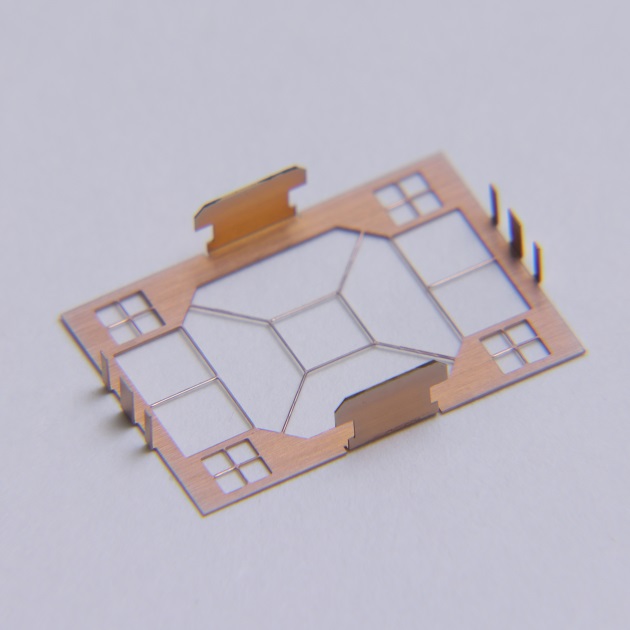
MERC
MERCはNCプログラムと汎用パンチの組み合わせによる超高精度なパンチプレス加工機で、薄板の精密加工に特化しています。
0.1~1mmの板厚に対し、精度0.01mmでの加工が出来ます。
コネクタやスイッチ関連の薄板かつ微細加工が必要な部品の製作に最適です。
ゴム加工
数量・形状に合わせて切削・打ち抜き・金型成形等の工方から適したものを選定いたします。
特に試作~小ロットの量産では、注型や簡易的な金型を使用したコンプレッション成形で加工方法を活用した徹底的なコストカットが可能です。


金属切削
金属のブロック材から単純形状~複雑形状を削り出す工法です。
100分台の高い寸法精度で、試作1個~量産数量の加工対応が可能です。
材料はSK鋼やNAK等の各種鋼や、アルミ・ステンレス・マグネシウム等多種多様な材料を使用可能です。ホブ盤等の専用工具が必要な歯車等の加工や、ピンゲージ等の精密器具の加工も可能です。



光造形
光硬化樹脂をレーザーで硬化させ、積層することで形状を作る工法です。
切削・金型等では再現できない複雑な3D形状の部品に適しています。
真空注型用のマスターモデル(原型)としても使用可能です。


樹脂切削
樹脂のブロック材から単純形状~複雑形状を削り出す工法です。
100分台の高い寸法精度で、試作1個~量産数量の加工対応が可能です。
分割・貼り合わせ等も柔軟に御対応いたします。
二次加工
樹脂・金属等で製作した部品に対して塗装・印刷等の処理を行います。
塗装・特殊塗装(導電・耐熱等)・シルク印刷・タンポ印刷・レーザー加工・メッキ(湿式・乾式)・アルマイト等、多種多様な表面処理が可能です。
表面処理以外にも部品の追加工や組み立てにも御対応いたします。



板金加工
板金加工とは金属板の切断・穴あけ・曲げ・絞り等を複合的に行う工法です。
レーザーカット・ワイヤーカット・プレス等の加工方法を複合的に活用して部品を製作します。
試作1台~月数千台の量産品(順送)まで幅広く御対応が可能です。


シリコーンゴム加工サービス
シリコーンゴムの基本的な特性
シリコーンゴムは、有機ゴムに比べて多くの優れた特性を持つ高機能ゴムです。特に耐熱性・耐寒性に極めて優れ、一般品で約200℃、特殊品では300℃の高温から-30℃程度の低温まで性能変化がほとんどありません。
実際、-50℃から200℃を超える温度範囲でも安定した弾力や性能を示します。また耐薬品性(希酸・希アルカリや溶剤への耐性)にも優れており、多くの化学物質に対して性能を維持できます。さらに耐候性(紫外線や酸素に対する耐久性)や耐水性・耐湿性、耐オゾン性、そして電気絶縁性にも秀でており、屋外や電気部品用途でも長期間劣化しにくい特長があります。
シリコーンゴムの加工とは
シリコーンゴムの成形後または素材状態で行う付加的・二次的な処理全般を加工と呼んでいます。成形も広義の加工に含まれる場合があるが、現場では分けて使うことが多いです。
ニッシリのシリコーンゴム加工
加工品の形状や個数に応じて最適な加工方法をご提案します。
シリコーン3Dプリンター
シリコーンゴムを材料に3Dプリンターで製品を作ります。
早く・安価に加工が出来ますので、形状確認用の試作や短納期で製品が必要な際に適しています。
積層による段差が表面に残ってしまうことが難点です。
【対応硬度(ショアA)】
100%シリコーン材 → 50°
シリコーンライク材 → 45°65°
切削加工
ブロック状の材料からフライスやウォータージェットを使用して製品を削り出します。
型を使用しない加工方法なのでローコストな上、表面の仕上がりは3Dプリンターよりも綺麗です。
試作・小ロット生産に向いた工法です。


ウォータジェット加工
ウォータージェット加工とは、高圧の水を細いノズルから噴射して素材を切断する加工方法です。
超高圧ポンプで水を最大数千気圧まで加圧し、直径0.1mm程度のノズルから音速の約3倍にも達する高速水流を噴射します。
特にシリコーンゴムの板材でウォータージェット加工を活用します。ウォータージェット加工には、水だけで切断する方法と、研磨材を混ぜて切断力を高める方法の2種類があり、シリコーンゴムのような比較的柔らかい素材の場合は水のみで十分加工可能です。
プロッター加工
プロッター加工(カッティングプロッター加工とも)は、コンピューター制御の刃物によってゴムや樹脂シートなどを高精度に切り出す加工技術です。元となる図面データをCADで用意し、それに従ってプロッター機が材料をカットします。
特にシリコーンゴムの薄板材料に対応し、複雑な形状でも金型無しで忠実に再現可能です。手作業のカッターナイフで材料を切り抜く作業を自動化したイメージで、試作品や1個からの小ロット製品を作る際によく利用されています。
シリコーンゴム 硬度対応表 (ショアA)
| 工法 | 0 | 10 | 20 | 30 | 40 | 50 | 60 | 70 | 80 | 90 |
|---|---|---|---|---|---|---|---|---|---|---|
| 3Dプリンター(純シリコーン) | 〇 | |||||||||
| 3Dプリンター(シリコーンライク) | 〇 35 | 〇 65 | ||||||||
| 切削加工 | 〇 | 〇 | 〇 | 〇 | 〇 | 〇 | ||||
| 真空注型 | 〇 | 〇 | 〇 | 〇 | 〇 | 〇 | 〇 | 〇 | ||
| コンプレッション成形 | △ | 〇 | 〇 | 〇 | 〇 | 〇 | 〇 | |||
| LIMS成形 | 〇 | 〇 | 〇 | 〇 | 〇 | 〇 | 〇 | △ |
ニッシリのシリコーンゴム加工サービス
試作の企画・デザイン段階から設計支援を行い、試作・金型製作・少量生産・量産までトータルにコーディネートするワンストップサービスが当社の強みです。
特に多品種少量生産への対応に長けており、ニーズに応じて柔軟に少ロット品の製作を請け負っています。社内に試作モデル専門部門を持ち、顧客の開発期間短縮とコスト削減に貢献しています。
ニッシリはシリコーン一筋「70年」
シリコーンゴムと樹脂の試作~量産をサポートします。
カセット金型(簡易金型)
入れ子交換式の低コストな金型
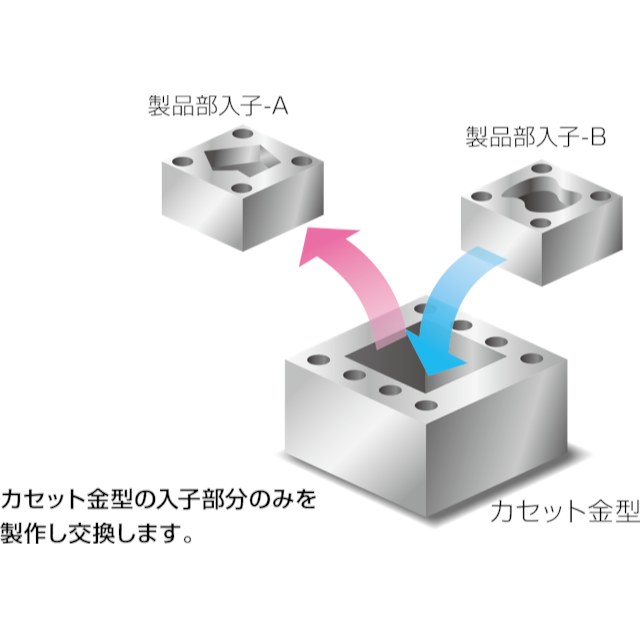
カセット金型とは、射出成形用の金型の一種です。
金型のベース部分(モールドベース)を共用化し、製品と接する部分(入れ子)を取り替えて使用することが特徴です。
モールドベースの製作を省略することで、低コスト・短納期を実現しています。


精度は本型と同等・複雑形状も対応可能です
あくまでも「金型」ですので、精度は本来の金型と同様です。
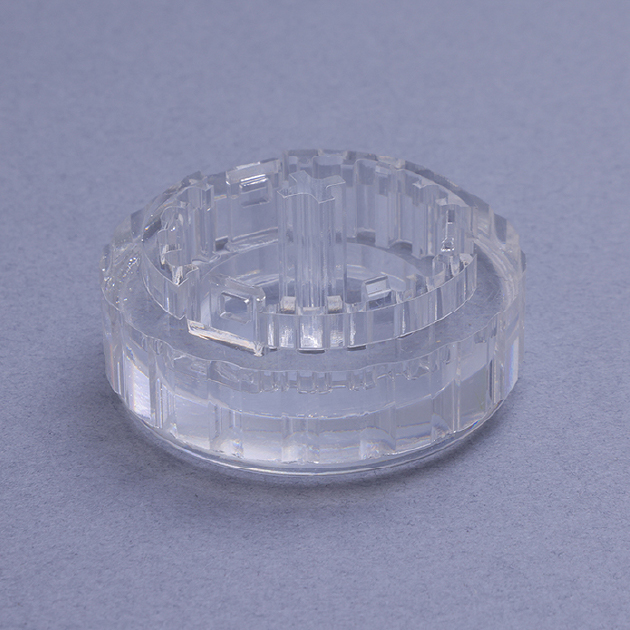
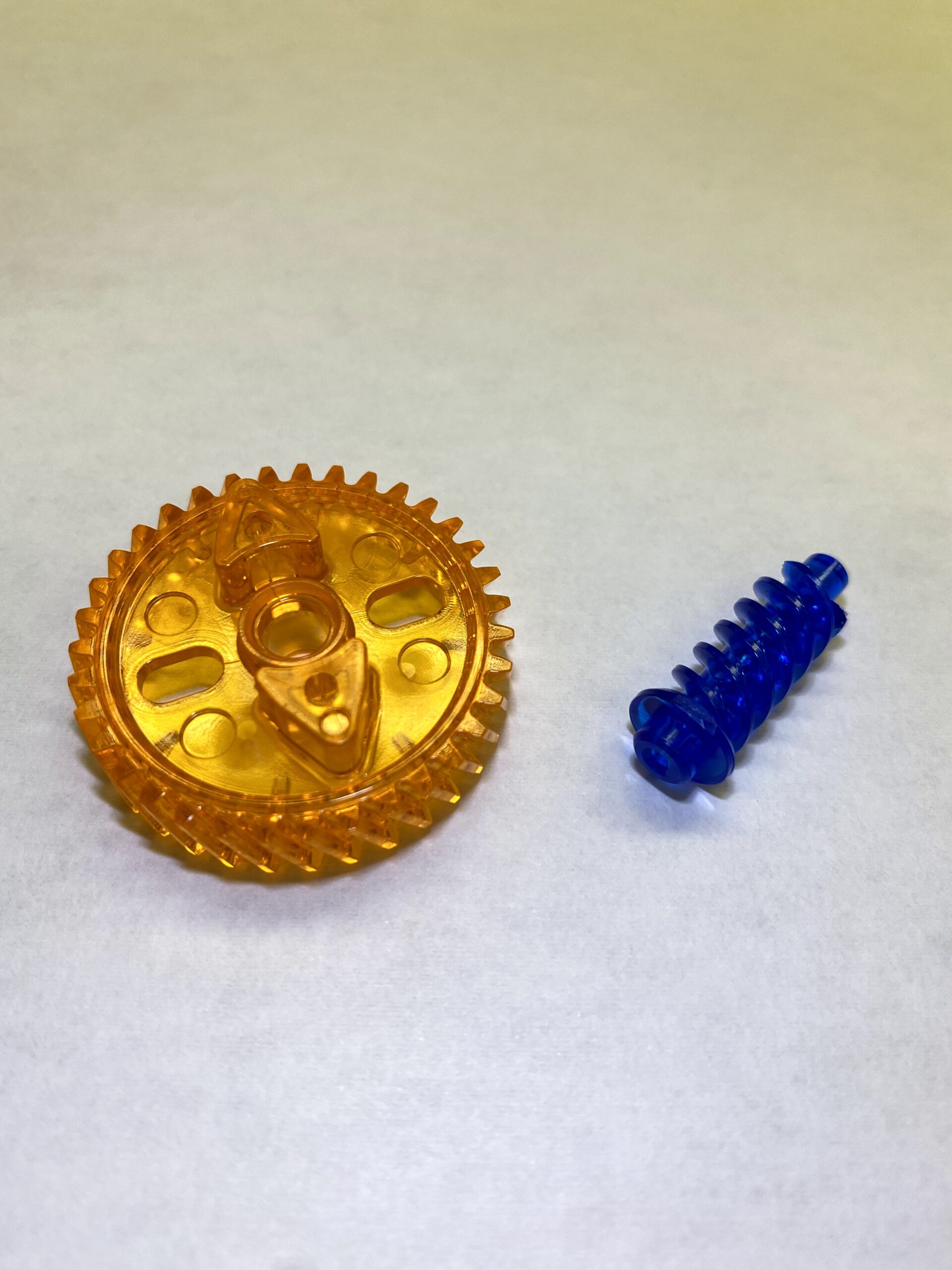
アンダーカットはもちろん、ヘリカルギア・ウォームギア・五条ネジのような複雑な形状も再現できます。
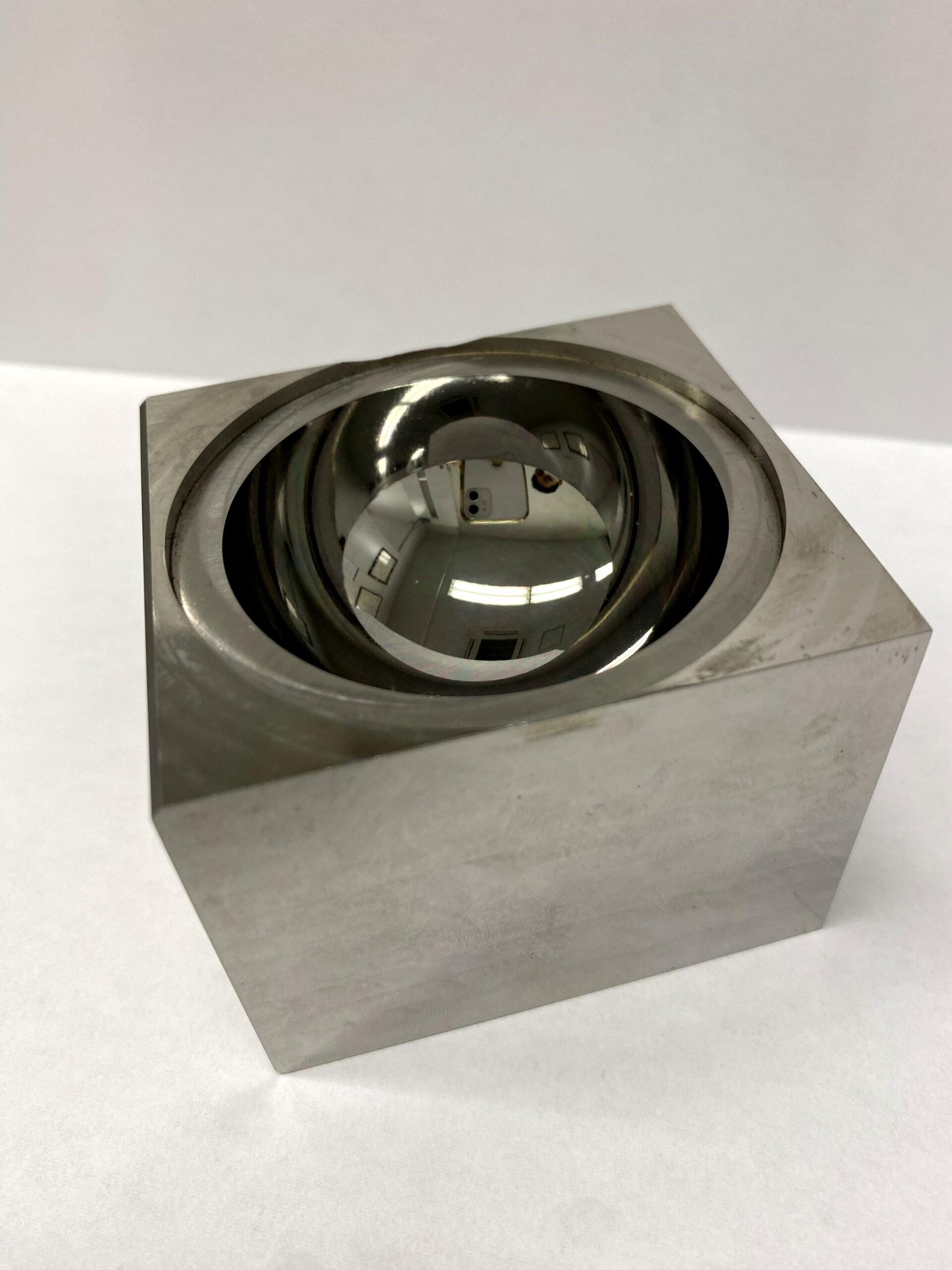
鏡面仕上げにより透明部品の成形も可能です。

成形材料一覧
| 汎用プラスチック | ABS |
| PP | |
| PE | |
| PMMA (アクリル) | |
| 軟質PVC | |
| エンプラ | PC |
| POM | |
| PBT | |
| PA (ナイロン) | |
| PC/ABS | |
| ASA | |
| スーパーエンプラ | PPS |
| PAI | |
| PES |
※ガラス等のフィラー入り材料も成形可能です。
カセット金型(簡易金型)と量産金型との比較と使い分け
| カセット金型/簡易金型(試作用) | 量産用金型 | |
| 使用材料 | アルミニウム、軟鋼(プリハードン鋼)など機械加工しやすい金属。場合によりシリコーンゴムやエポキシなど非金属も使用。 | 高硬度の工具鋼(H13など)や耐久性のある鋼材。アルミニウム合金を使う場合もあるが大規模生産では鋼鉄が主流。 |
| 耐久性(寿命) | 数十~数千ショット程度が目安。例:シリコーンやプラスチック製の軟質金型では数十個成形で摩耗し、アルミ金型でも数千~1万個程度で交換が必要。 | 数十万~数百万ショットに耐久。製造途中で摩耗しても修理・交換しつつ長期にわたり大量生産に対応。 |
| 製造コスト | 低い(簡易な材料と工法で作成)。初期投資が小さく試作予算内で製作可能。 | 高い(高価な材料と精密加工が必要)。大きな初期投資が必要だが、大量生産時の単価低減に寄与。 |
| 製造リードタイム | 短い(数日~数週間程度)。設計から加工・成形まで短期間で完了。部品設計の変更にも対応しやすい。 | 長い(通常数ヶ月)。高度な加工工程(焼入れ・放電加工など)を経るため開発期間が延びる。 |
| 部品精度・品質 | 十分な精度だが、量産金型ほどの厳密な公差や剛性は得られない場合がある。簡易金型では設計を簡略化したり、多少の寸法誤差・仕上げの粗さが許容される。 | 極めて高い寸法精度と再現性。公差要求が厳しい部品や高い品質外観が求められる製品にも対応できる。 |
| 用途・目的 | 試作評価・設計検証用:新製品の形状確認、組付け確認、強度テストなどを実施。少量生産やブリッジ生産(量産立上げまでのつなぎ生産)にも活用。 | 本格的な量産:市場投入製品の大量生産。長期使用による信頼性確保や高生産性が重視される。 |
カセット金型(簡易金型)に使用される材料
簡易金型の材料には、目的や成形方法に応じて様々な種類があります。代表的な材料とその特徴は以下の通りです。
アルミニウム合金
最も一般的な簡易金型材料です。アルミは切削加工性に優れ、熱伝導率も高いため樹脂の射出成形用金型として適しています。硬鋼より軽く加工時間が短縮でき、コストも低く抑えられます。適切な合金(例:7075など)を用いれば数千ショット程度の成形にも耐えうるため、中量生産にも利用可能です。
鋼材
鋼材は量産用の金型と同じ材質ですが、構造を簡素化することで簡易金型としても使用できます。アルミニウム合金と比較して硬度が高く耐久性に優れるため、より多くのショット数に対応可能で、数万ショット程度の成形にも耐えることができます。
カセット金型(簡易金型)が使用される成形方法
射出成形
簡易金型の主要用途の一つが射出成形によるプラスチック部品の試作です。アルミ製などの試作金型を射出成形機にセットし、実際の製品と同じ熱可塑性樹脂(ABSやPCなど)を射出して試作品を作ります。
コンプレッション成形
ゴム材料やシリコーンゴム部品の試作には、射出ではなく圧縮成形が選択される場合があります。特に液状シリコーンゴム(LSR)の試作では、アルミ製の簡易圧縮金型を作り、加熱した金型にシリコーンゴムを流し込んで圧締・加硫硬化させる手法が用いられます。
真空注型
真空注型では、例えばマスターから作成したシリコーン金型にポリウレタン樹脂を注入し、室温または加熱下で硬化させます。これにより、射出成形品に近い特性を持つ樹脂部品を金型不要で複製できます。
数量に応じた成形方法の選択
| 少数(数個~数十個)レベルの試作 | 製品デザインの確認や提案用のモックアップが目的で、機能試験は重視しない場合、真空注型が有効です。まず高精度のマスターモデルを3Dプリントや切削で用意し、それからシリコーン型を作ってウレタン樹脂を注型する方法です。 |
| 中程度(数百~数千個)の試作・小ロット生産 | 製品の機能試験や限定生産が目的で、実際の使用材料で数百個単位の部品が必要な場合、アルミニウム製の射出成形用金型を製作するのが一般的です。 |
豆知識
インサート交換
型の一部だけを取り外し交換できる設計。形状変更やバリエーション違いに対応しやすく、試作→改訂→再試作を低コスト化する鍵になります。
キャビティとコア
キャビティ(♀)が製品外形、コア(♂)が内部空間を形つくります。アルミ金型でもレイアウトは鋼と同じで、両者の噛み合わせ精度が寸法精度を決めます。
カセット型
標準フレームにカセット状の成形ブロック一式を装着する構造の金型。すぐに金型入替が可能であることや、同一フレームを使い回せるため、少量多品種の試作やブリッジ生産に適しています。
ニッシリはシリコーン一筋「70年」
シリコーンゴムと樹脂の試作~量産をサポートします。
エポモールド
射出成形の金型が安価に製作可能
エポモールドは樹脂製の金型を使う射出成形です。
金型の製作方法に最も特徴があり、真空注型と同じようにマスターからの反転型取りで金型を作ります。
反転型取りのメリットは金型設計やマシニング加工、型合わせの調整など、通常の金型製作の工程をスキップできることです。
このユニークな製法により5万円~という破格に安価な金型費を実現しています。

量産材料で小ロットからの試作
エポモールドの大きなメリットは量産品と同じペレット材で安価に成形できることです。
アンダーカットなどの複雑な形状にも対応できるため、開発段階での試作成形にはもってこいです。
1個からの試作も承っております。
もちろん、インサート成形や2色成形も再現可能です。



図面や3Dデータが無くてもリバースエンジニアリングが可能
エポモールドは反転型取りで金型を製作するため、図面や3Dデータの無い製品でも現物からの型取りでリバースエンジニアリングが可能です。
通常リバースエンジニアリングを行う際には高価な機器を使用して製品をスキャンする必要がありますが、エポモールドではその工程をスキップできます。もちろん、金型費も安価なためトータルの費用をかなり削減できます。
また、エポモールドではバイオプラスチックでの成形実績もあります。
バイオプラスチックを導入検討する際の費用削減でもお役に立てますので、是非ともご相談ください。



エラストマーの試作が可能
熱可塑性エラストマーは一般的に材料がペレットでしか流通していないため、切削などの安価な工法での加工が難しく試作のハードルが高い材料でした。
そのため、従来の試作の際はウレタンゴムなどの注型材料に置き換えて製作することが多かったのですが、本来使用したいエラストマーとは物性が異なるため、正確な試作ができないことが問題となっていました。
エポモールドはこのエラストマーの試作ができることも大きなメリットの一つです。
ペレット材で試作ができる強みを活かし、量産時と同じエラストマーでの部品製作が可能です。
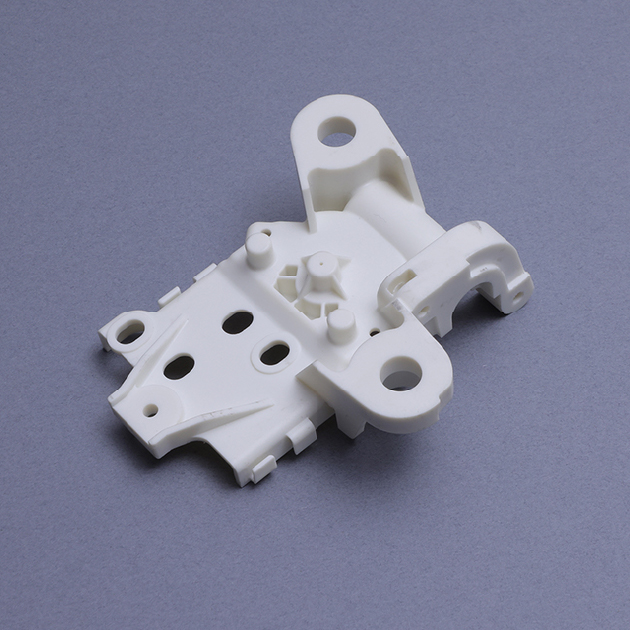
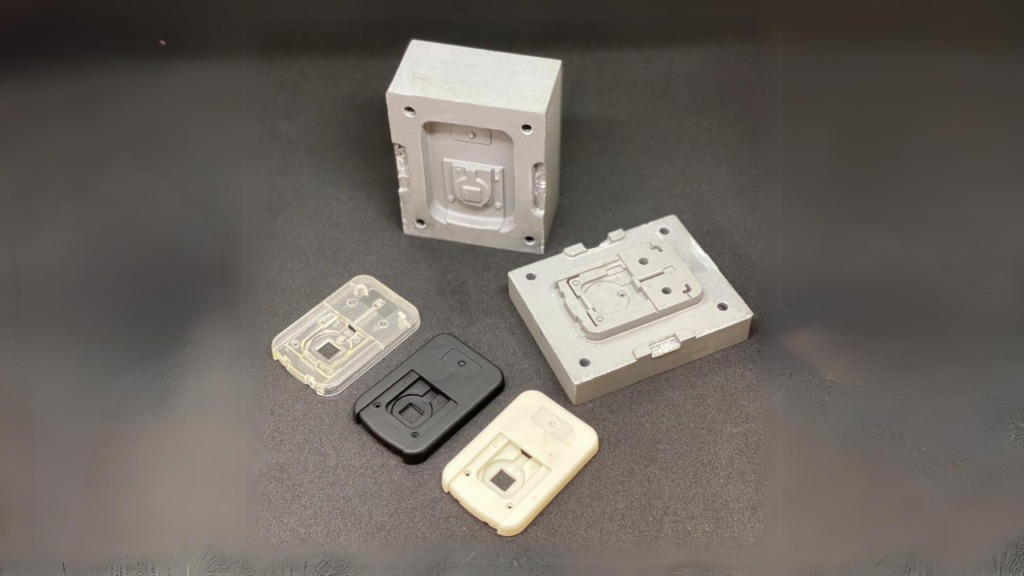
製作事例

型費:60,000円
40㎜×40㎜×7㎜(樹脂部分のみ)
成形材料 ABS
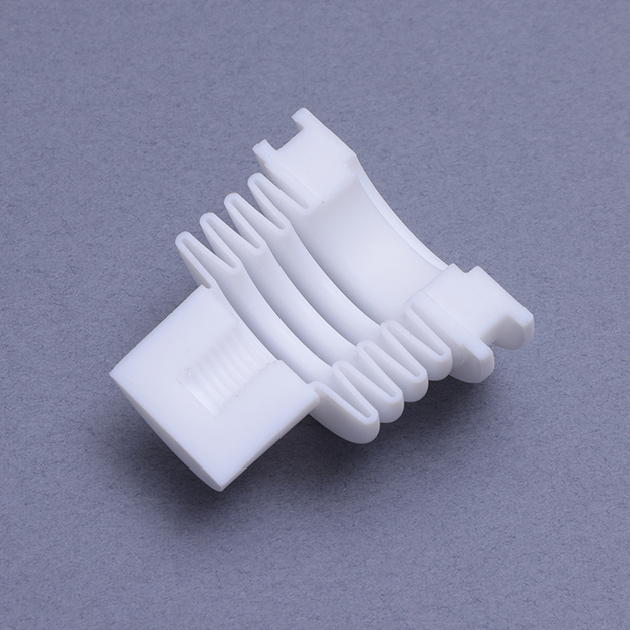
インサート成形

型費:85,000円
37㎜×26㎜×14㎜
成形材料 ABS / ライスレジン
アンダーカット1箇所あり

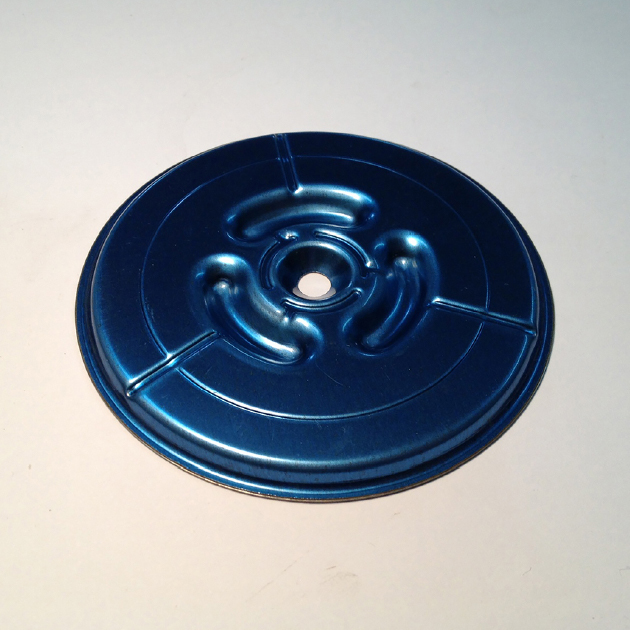
型費:90,000円
70㎜×47㎜×8㎜
成形材料 ABS / ライスレジン
成形材料 バイオプラスチック
成形材料一覧
| 種類 | メーカー | グレード |
|---|---|---|
| TPE | 三菱ケミカル | トレックスプレーン 3755N |
| TPE | 三菱ケミカル | トレックスプレーン 3855N |
| TPE | アルケマ | Pebax 7033 |
| TPE | セラニーズ | サントプレーン 101-55 |
| TPE | セラニーズ | サントプレーン 101-64 |
| TPE | セラニーズ | サントプレーン 101-80 |
| TPE | 東レ・セラニーズ | ハイトレル 4047N |
| TPO | 三井化学 | ミラストマー A900B |
| TPS | 三菱ケミカル | テファブロック MJ5302C |
| ABS | 東レ | トヨラック 700-314 |
| ABS | デンカ | TE-10S |
| PP | 日本ポリプロ | ノバテック MG-03 |
| PP | 日本ポリプロ | ノバテック MG-05 |
| バイオ | 日立ハイテク | キャッサバデンプン添加 バイオプラスチック |
| ASA | テクノUMG | ダイヤラック S310 |
| LDPE | 東ソー | ペトロセン 212 |
※実績材料は随時更新しています。リストにない材料の成形も承っておりますのでお気軽にお問い合わせください。
ニッシリはシリコーン一筋「70年」
シリコーンゴムと樹脂の試作~量産をサポートします。